compressibility
- August 05, 2020
So you spend hundreds or even thousands of dollars every year on sealing solutions, like gaskets. But did you know that the way you store your gaskets could affect the effectiveness or life span of your gaskets? In this blog, we offer some tips for gasket storage and shelf life which, if followed, can help ensure that your gaskets are always ready for service.
Gasket Storage and Shelf Life: General Storage Principles
Rubber gaskets should always be stored in a cool location which is free from excessive humidity, direct sunlight, and the presence of chemical vapours or fumes. The storage location should ideally be indoors and free from exposure to the elements or inclement weather. If the storage guidelines given below are followed, rubber gaskets or gasketed components have the following expected shelf life:
Tips for Gasket Storage and Shelf Life
Tip #1: Limit exposure to light
Sunlight and strong artificial light can degrade some gasket materials. For this reason, rubber gaskets should be stored in cartons or opaque bags which prevent direct exposure to light.
Tip #2: Maintain relative humidity levels
Very moist or excessively dry conditions in a storage location should be avoided. Relative humidity levels below 75% are recommended for most rubber gaskets. Similarly, very low humidity levels which can cause some materials to dry out and become brittle should also be avoided.
- July 02, 2020
Article re-posted with permission from Parker Hannifin Sealing & Shielding Team.
Original content can be found on Parker’s Website and was written by Dan Ewing, senior chemical engineer, Parker Hannifin O-Ring & Engineered Seals Division.
In Part 1 of this series, the theory behind Compressive Stress Relaxation (CSR) testing was discussed, as well as a brief discussion of the fixtures used to measure it. In Part 2, we will explore what to look for in a CSR result. A significant understanding of how a rubber seal material responds to a particular environment can be gleaned if one knows what to look for in a compressive stress relaxation curve.
The Endpoint
The first and most basic point of understanding is the endpoint. Does the material continue to maintain contact pressure throughout the test, or does it fall to zero (below the detectable limit of the load cell) before the end of the test? While there is no definitive correlation from residual load force to the onset of leakage, it should be intuitive that a material that completely relaxes and loses all contact force is likely to leak in the application. Anecdotally, multiple customers have reported that the load force must drop to very close to zero for leakage to occur in their particular test apparatus. While this is good guidance, these anecdotal reports should not be taken as a definitive answer that applies in all circumstances.
Specifications are often written such that a minimum of 10% of the initial contact load force must remain for a passing result. In practice, there is nothing special about 10%. This is a semi-arbitrary value that ensures a material continues to apply some non-zero load force to the mating surfaces, with some safety factor to ensure that it does so even after all normal test variations are considered. In practice, this appears to be a conservative limit, there is nothing magical about the 10% number.
The loss of compressive load force can be broken down into three different types of phenomena, each with its own time frame. All rubber materials relax viscoelastically when initially compressed, and this loss stabilizes within the first 24 hours. That initial drop seldom has much direct impact on real-world applications. However, in the specific case of an assembly having neither a compression limiter nor solid-to-solid contact, meaning the assembly torque of the fasteners is controlled solely by compression of the seal, this will be observed as “torque fade” if the fastener torque is rechecked a day or two after assembly. In such a case, Gallagher's partner, Parker, recommends against retorquing the fasteners unless leakage is observed as this retorquing can easily result in damage to the seal from excessive compression.
- May 02, 2019
How this feature can improve performance and efficiency with gaskets
Gaskets have always been part of industrial production. However, gaskets have not always been forgiving, easy to use or simple to remove. What if the sealing products were designed to optimize the work put into them? What if the design had a level of intelligence built in? What if the design could make up for equipment damage? When used properly, enhanced surface profiles for gaskets can reduce leaks, spills and other releases that can damage the environment, put people at risk, result in fines and lead to costly downtime.
Using surface profiling to reduce area and increase stress is found in everyday life, from the soles of running shoes to the treads on vehicle tires. Reducing the contact area while maintaining compressive force results in increased stress. In the case of gaskets, traction or friction between a gasket and the flange faces is critical to holding internal pressure. If the downward force created by the fasteners in a flange is diluted or spread over a larger area, the overall stress is reduced.
Compressibility
Adding raised features to the surface of a gasket to reduce contact area and increase stress also tends to impact compressibility. Compressibility represents the ability of the gasket to conform to the surfaces it is being used to seal. Flange surfaces usually show signs of wear, pitting, scratches or other defects. It is cost-prohibitive to make two mating flange faces smooth and flat enough to seal without a gasket. The more compressible a gasket is, the better chance the user has of attaining an effective seal.
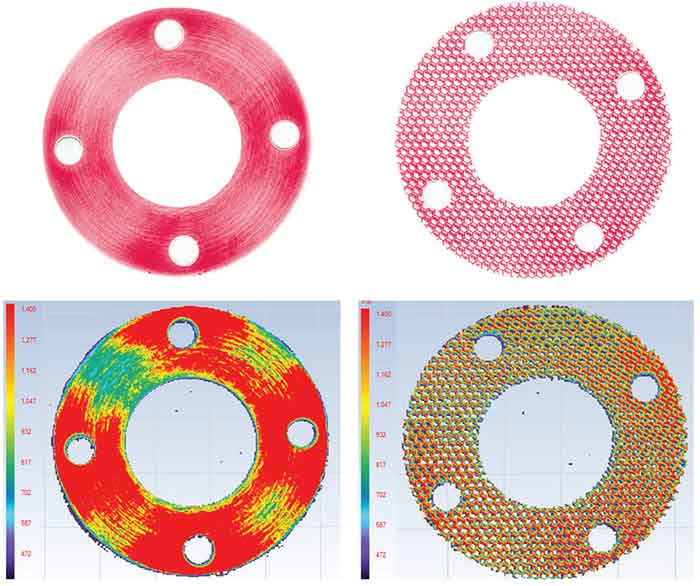
Image 1. (clockwise left to right) Traditional material sees heavier load around the gasket bolts and lighter load farther from the bolts. Image 2. Load distributed more evenly. Image 3. More stress toward the bolts. Image 4. Stress spread evenly around the gasket. (Images courtesy of Garlock) Pressure Resistance
Compressibility also impacts the amount of pressure exposure on the gasket. When a flange assembly is pressurized, the internal media pushes outward on the inner diameter of the gasket. The thinner a gasket becomes, the less outward force it sees from internal pressure. This is referred to as improved “blowout resistance.” Unfortunately, one common error made when a gasket blows out is to replace it with a thicker gasket. This puts more gasket surface in the pipe or vessel for the internal pressure to act on.
Sealability
To create an effective seal, there are two functions the gasket must accomplish.
First, it needs to conform to the flange face to prevent the media from passing between itself and the flange faces. This is where the compressibility is important.
{kind=link}