Expansion Joints Dampen Harmful Vibration in Emergency Diesel Generators
Metal Expansion Joints
The majority of nuclear power plants in the United States are approaching 40 years of age and some of the components installed during initial construction are beginning to show signs of wear. This is especially true of emergency diesel generator sets (EDGs) that provide backup power as necessary. Although varying in design, EDGs manufactured by Fairbanks-Morse, Cooper-Bessemer and Electro-Motive Diesel all produce excessive vibration. Propagated throughout a system, this vibration can cause various metal components to fail, often resulting in inoperability of the generators.
These failed components range from simple pipe supports and anchors to major piping for diesel oil or cooling water. There have been two common solutions that power plants have tried to remedy this problem, occasionally with temporary success. One solution is to use pipe loops to absorb some of the movement associated with the pipe’s thermal expansion. While these will support the movement, they do not absorb the vibration of the pumps, which ultimately cause the problems. The other solution is to use metal expansion joints. These also accommodate pipe movement and can absorb some of the vibration. However, the inherent problem of fatigue often causes the metal expansion joints to fail prematurely due to the constant vibration.
A longer-term, more effective solution is to install elastomer expansion joints at various points the piping systems to absorb the vibration, rather than allowing it to damage other components. By doing this, two nuclear power plants have seen generator vibration levels drop dramatically, resulting in greater system integrity.
Prolonged vibration in piping systems can have detrimental effects, which over extended periods can be compounded eventually leading to catastrophic failure of entire systems. Often the piping is either loosely anchored to a fixed point or contains components to compensate for the vibration such as vibration isolating rubber pads. While these do absorb the system vibration from being transferred to other equipment, they do not limit vibration within the piping.
The ASME B31.3 process piping guide includes only metal expansion joints, however the Fluid Sealing Association has published a technical handbook for non-metallic expansion joints that serves as the guide for the design and manufacturing of elastomer expansion joints. In addition all manufacturers provide documentation for their products.
While these products may vary in materials of construction, shape, size and performance ratings, all elastomer expansion joints comprise the same basic components, the tube, body and cover.
As with all piping components, the media flowing through the system can affect their integrity. In elastomer expansion joints, only tube comes into contact with the media, but it is important that it be compatible to assure the longest possible service life.
In oil applications, for example, nitrile (Buna-n) or fluoroelastomer is the preferred choice for the tube, whose sole function is to protect the rest of the expansion joint from chemical attack. The body, which gives expansion joints their strength, is typically constructed of multiple reinforcing plies of fabric and may include metal. Depending on the manufacturer and the type of expansion joint, the fabric may be polyester, nylon, aramid or some other material. When required, metal body rings or wire can be incorporated to accommodate high-pressure or vacuum conditions.
Similar to the tube, the elastomer cover protects the integrity of the expansion joint, so it too must be selected carefully to ensure the material is resistant to attack from external sources. Most commonly the cover should be able to resist attack by ozone, chemical leaks or radiation within a nuclear plant.
In addition to reducing vibration, elastomer expansion joints also dampen sound transmission and compensate for pipe movements due to thermal and mechanical effects. Unlike metal expansion joints, elastomer expansion joints do not transmit vibrations and are not subject to fatigue failure. As they degrade, they exhibit obvious signs of impending failure prior to a catastrophic episode. By contrast metal expansion joints typically provide no such warning.
Of particular concern in nuclear plants is the critical nature of these generator systems when emergencies arise. The piping and components within these systems are often classified as safety-related. As such, it is important that they comply with the U.S. Nuclear Regulatory Commission’s 10CFR50 Appendix B Code providing Quality Assurance Criteria for Nuclear Power Plants and Fuel Reprocessing Plants.
This can be achieved in one of two ways. The first and more extensive solution is to purchase expansion joints as commercial-grade components, subject them to a commercial dedication process to identify their critical characteristics and validate these properties. This process can be time-consuming because of the multiple demands on expansion joints, including media compatibility, vibration absorption, stretching and compressing and pressure containment.
The alternative to this approach is to purchase expansion joints as safety-related components, which requires finding the rare suppliers in full compliance with 10CFR50 Appendix B. This shifts the onus of product validation and compliance with NRC requirements from the user to the manufacturer.
The NRC’s Special Inspection Report number 05000298/2009008 discusses the failure of piping in the Cooper-Bessemer emergency diesel generator system at Cooper Nuclear Station in Nebraska:
"On Jan. 27, 2009, Emergency Diesel Generator 1 began leaking lubricating oil. The licensee determined the oil emanated from a crack in the Emergency Diesel Generator 1 lubricating oil discharge pipe at 125 milliliters per minute. The licensee had previously experienced an Emergency Diesel Generator 2 lubricating oil discharge pipe crack, which they replaced."
Both of these failures were attributed to high-cycle fatigue of the metal due to vibration from a reciprocating pump. A single metal expansion joint had been installed on both units to accommodate the constant vibration of the pump on the discharge side (Figure 1). After the second piping failure, Cooper Nuclear determined the pump vibration could be mitigated rather than transmitted by using elastomer instead of metal expansion joints.
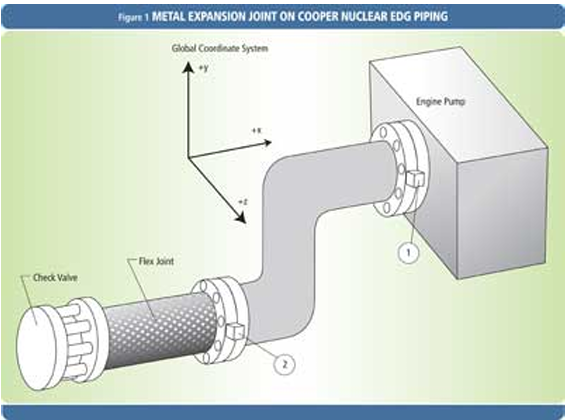
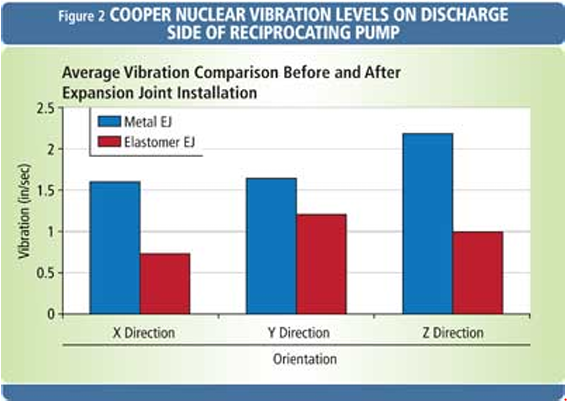
The Cooper Nuclear Station installed a six-inch I.D. elastomer expansion joint on EDG 1 in the vertical section between the 90 degree elbows, removing the metal expansion joint and replacing it with solid piping. Upon startup of the generator, vibration levels were monitored in three directions and compared with data collected prior to the installation of the new expansion joint, which reduced vibration levels by nearly 50 percent. Figure 2 shows the vibration levels in three directions of vibration before and after the metal expansion joint was replaced.
Garlock Expansion Joints
A year later, the first elastomer expansion joint was removed for inspection of the rubber and fabric. Significantly there was no degradation of either material. Cooper Nuclear anticipates a 7- to 10-year service life for the expansion joint, with visual inspection every two years for preventive maintenance purposes.
Similar problems, although not as severe, occurred in the Fairbanks-Morse EDG system at North Anna Power Station in Virginia. Pipe supports and anchors repeatedly sheared due to metal fatigue. It should be noted the entire system was hard-piped with no expansion joints. This caused the vibration of the various pumps to be propagated throughout the system. System engineers determined these effects could be mitigated by installing elastomer expansion joints at key locations to reduce vibration levels throughout the system.
The plant installed eight elastomer expansion joints on two of their four EDG units.
The vibration-dampening of the expansion joints was immediately evident upon startup of the generators, and vibration levels in the system have dropped by as much as 65 percent since they were installed. On average the system has seen a 58 percent reduction in vibration. Figure 3 shows vibration levels at four key locations before and after installation of the expansion joints.

Since the initial installation, the North Anna plant has installed elastomer expansion joints on its two remaining EDG units, each of which has eight expansion joints ranging in size from one-inch I.D, through four-inch ID.
In addition to the Copper Nuclear and North Anna plants, expansion joints are being designed into at least three other nuclear EDG systems. These plants have not yet experienced the problems caused by excessive vibration, but are taking action to avoid them. The expansion joints for these plants range in size from one inch through eight inches I.D., depending on the diesel engine manufacturer and location of the joints.
Based on the experience of these nuclear plants, it is safe to say that all diesel engines, regardless of manufacturer, produce vibration-related problems in EDG systems. It is equally safe to say that elastomer expansion joints can minimize and in some cases entirely eliminate these problems.
About the author: Zachary Bensusan is the product engineer for the expansion joint department at Garlock. The article was published for Nuclear Power International and can be found here.
Gallagher Fluid Seals is a preferred partner of Garlock Sealing Technologies.




