Seals and molded rubber technical parts are mostly given their form in closed molds. The rubber mixture is heated inside them so that vulcanization and solidification can take place. After a very precisely defined heating time, the degree of cross-linking reaches its maximum level. Then the mold can be opened and the component removed.
There are many different molding processes. The most important of them – and the ones most frequently used at Freudenberg Sealing Technologies (FST) – are listed here.
Compression Molding
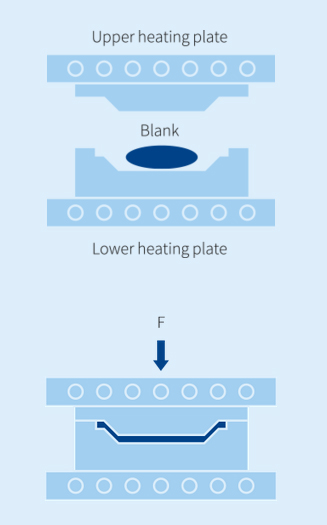
The compression process requires relatively long heating times – several minutes for voluminous components because the blank, which conducts heat poorly, must be heated up from the ambient temperature to the vulcanization temperature of 150 °C to 180 °C. The excess material must be able to escape. In the process, flash forms at the parting surface of the two halves of the mold. It must be removed from the formed part in a separate processing step after vulcanization. Overall, the process stands out for its low tooling and machinery costs and is suitable for all materials, Shore hardness ratings¹ and dimensions – but, due to its long cycle time, is only appropriate for small batches.
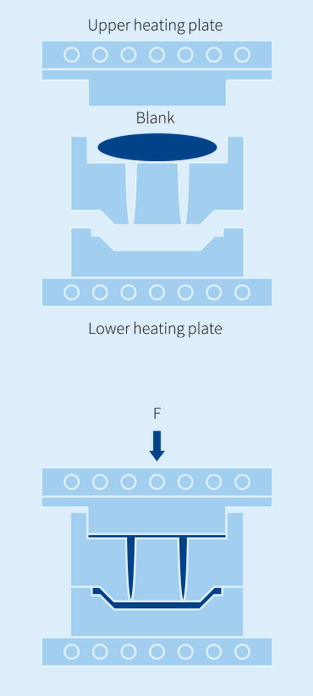
In this further development of the compression molding process, a depression is machined into the upper half of the tool, in which the unvulcanized mixture is inserted in the form of simple blanks. Fine channels in the depression connect the upper half of the tool with the tool cavity. The most important difference compared to compression molding is that the tool cavity is already closed at the start of pressing process.
In the pressing operation, the tool moves against a fixed piston, whereby the mixture is pressed into the tool cavities and heats up rapidly during its flow through the narrow channels. As a result, heating times end up significantly shorter. The transfer molding process is suited for all materials with good rheological² properties and for parts up to 30 mm in diameter.
Injection Molding
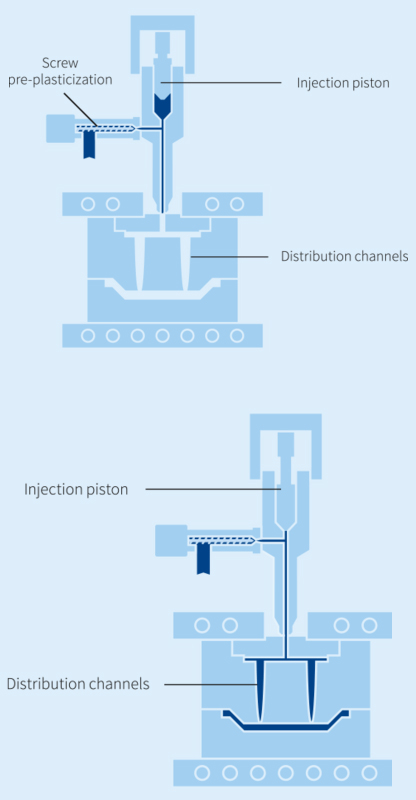
But due to its relatively high investment costs, injection molding is only suitable for relatively long production runs. Injection transfer molding is a combination of injection and transfer molding that allows the use of a greater number of cavities.³
¹ Shore hardness, developed in 1915 by the American Albert Shore, is a material parameter for elastomers and plastics and is defined in the DIN EN ISO 868 and DIN ISO 7619-1 standards.
² Deformation and flow behavior of materials.
³ A cavity is a hollow form to be filled. It is formed by a core and a master mold.




