Silicone Options for Life Sciences: Methods of Manufacture
Gallagher Fluid Seals is a Parker Distributor and is proud to be one of the few premier distributors to qualify as a “Parker Seal Technology Center (STC)”.
This is the second part of a three-part series on silicone processing options for life science applications. In part one, we discussed the chemistries of silicone. This article concentrates on the methods and processing of medical silicones.
We’ll be discussing, at a high level, three different methods: profile extrusion, which is quite common to design products; compression molding; and injection molding.
Profile extrusion
There is multi-layer extrusion, co-extrusion, and a variety of different profiles. They can range from solid profiles to hollow profiles that are symmetric to non-axisymmetric. This is a smattering of the types of extrusion that one can find and design for use in life sciences.
There are variations on this term that we use very generally as extrusion or profile extrusion. But for life sciences, there are many different embodiments. For example, single and/or multi-lumen extrusions, complicated, sophisticated extrusions that have multiple working channels, as in catheter assembly or sheathing type applications. Micro lumen work also is unique to life sciences.
There are two general ways that extrusion is performed. On the left of the image (right) is a schematic of a ram-type extrusion. On the right-hand side is what is typically called screw type extrusion. There are different variants of both of these and different nuances in both of these methods.
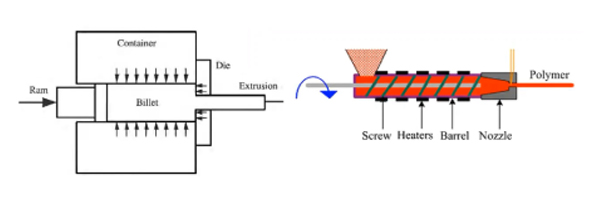
One or both of these methods produce typical profiles and many others - from solid to hollow and everything in between. Single lumen and multi-lumen are used for catheters and sheathing applications, and those two methods are used to derive the product form either via ram or screw extrusion.
Compression molding
The next method of manufacturer is compression molding. And once again, there’s a variety of nuanced or variety of specific subsets of this general category of compression molding.
Variations include:
- Compression transfer
- Insert and over molding
- Micro molding (the parts are exceedingly small and almost microscopic, in some instances with very tight tolerances)
- 2K (multi-component molding of dissimilar materials or similar polymers in varying hardnesses)
- Flashless compression molding (sophisticated tooling strategies to result in a finished part that has no flash or material extension)
Using a high cavitation compression tool allows you to mold a single cavity, one part at a time, or thousands of parts, hundreds of thousands of parts, depending on their size and geometry, at one time.
Injection molding
As with the previous types, there are many variants of injection molding as a type of process or method of manufacture. There are pros and cons to each type.
The variants include
- Direct inject (the material is injected directly into the mold cavity
- Injection compression (a variation where you inject into a pool, and then it’s considered a compression process where the mold plates come together into that pool)
- Injection transfer
- Liquid injection (commonly referred to as liquid injection molding or “LIM”)
- Multi-stream liquid injection
- 2K (multi-component)
- Micro-molding
- Gum/HCR injection
To the right is a schematic of the archetypical liquid injection molding using LSR (liquid silicone rubber). Typically, two-part systems, two-component systems, usually are mixed in a one-to-one ratio. There are variation possibilities, especially in multi-stream liquid injection molding when injected into an injection press, the material is mixed actually in that screw. It’s an extrusion process of sorts that then gets introduced into a mold cavity and an injection mold cavity.
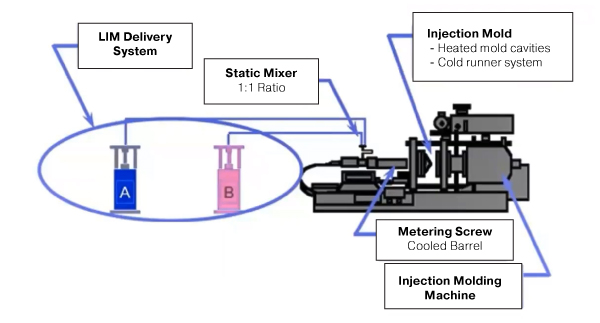
One of the unique characteristics of liquid injection molding is that you can design and manufacture for those that are complex, complicated, and difficult to compression mold or certainly extrude. In many cases, it can be used for the impossible to extrude geometries and configurations with undercuts, and a variety of design features that would not be possible in other methods of manufacturing can be achieved. However, as the name signifies, they tend to be overly complex. As part complexity goes up, so does, in exponential ways, the complexity of designing these injection molds.
Tooling
A few words about tooling, as the devil is in the detail: we talk about prototype tooling or sometimes soft tooling, hard tooling, and hybrid tooling (which is, as the name signifies, a combination of both soft tooling concepts as well as hard tooling concepts). Sometimes hybrid tooling is called insert tooling. You might think of that as where you would have “soft tools,” which are essentially hybrids. Also, prototype tooling sometimes is used interchangeably with soft tooling. Production tooling is sometimes used interchangeably with hard tooling, and it is a continuum in between these.
If we’re going to design a part and go to the extent of making production tooling, then that certainly will require going through some design iterations prior to that. Hence this continuum and how to describe arriving at a single prototype from an idea to form, fit, not necessarily function, and then further -- all the way -- progressing to a production tool.
Remember the concept mentioned previously, both in injection molding as well as compression, of flashless tool design. Injection molding tooling, especially with production tooling, tends to be flashless.
Generally speaking, flash extension, with that little bit of leftover material from the molding process, can be eliminated with the design of injection tools that will result in a zero-flash extension or, essentially, a zero-flash extension.
There are also tooling nuances associated with the extrusion process. Those are typically called extrusion dies or die tooling or extrusion die tooling. It’s much simpler, more cost effective, and easier to design and produce. However, you cannot design all part geometries to be processed in the extrusion process for obvious reasons.
For more information or to shop silicone products, click here.
The original article can be found on Parker's Sealing & Shielding website.




