NEW! Elastomer Failure Modes - Part 3
Failure Modes of Elastomers in the Semiconductor Industry

To deal with elastomer sealing problems that occur in the semiconductor industry, root cause failure analysis is critical to solving issues and preventing them from reoccurring. This type of analysis should be carried out as a joint effort between the end user and the seal supplier/manufacturer. Although it is important to find the solution as quickly as possible, the seal manufacturer cannot easily assist in root cause analysis without application details, including application temperatures, pressures, chemical environment and seal design. In addition, the seal manufacturer will need the failed part to properly conduct a root cause analysis.
The following sections detail common issues that occur with seals in the semiconductor industry. Examples are often given for o-rings, but are also applicable to other seal shapes.
O-ring Stretch
In most semiconductor applications o-rings will have some stretch as installed in the groove. There are several reasons for this. In general, a stretch of 1-1.5% is suggested with regard to nominal part dimensions. In dovetail grooves, this minimizes the chance of an o-ring buckling if the o-ring centerline diameter is actually slightly larger than the groove centerline diameter. For half dovetail grooves, a slight stretch will hold the part in place even if the metal part (with the groove) is turned upside down. For most semiconductor applications, a slight stretch is suggested since the pressure differential is typically small (< 1 atmosphere), and there will be essentially no o-ring displacement due to the pressure gradient. However, at stretches over 3%, there is an increased chance of plasma cracking. At o-ring stretches over 5%, the increased internal elastomer stresses can result in premature o-ring failure due to splitting and/or cracking.
Chemical Attack
Chemical attack is typically seen in wet semiconductor processes. In these processes the elastomers are not subjected to high temperatures, but are exposed to very aggressive chemicals. Perfluoroelastomers offer the best resistance to the broadest range of chemicals. Amine chemistries are often used in semiconductor wet processes and these will attack fluoroelastomers. Specific FFKMs offer amine resistance as well as resistance to other process chemicals. In addition, perfluoroelastomers can minimize metallic ion contamination of the process stream due to “clean” curing systems.
When problems do occur because of chemical attack, the elastomer surface should show degradation along the entire length of exposure to the process chemical. Typical effects include: swelling of the elastomer, blisters, surface splits, softening of the elastomer, and possible extrusion. The attack may be very rapid, as when a fluoroelastomer is exposed to amines. Pinpointing this failure mode relies on a thorough understanding of the elastomer resistance to various chemical environments and knowledge of the exact exposure conditions. The solution will require switching to a different elastomer family and/or formulation.
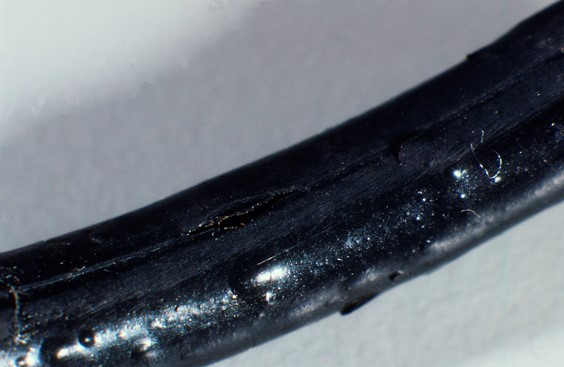
Plasma cracking

In semiconductor plasma processes there is a phenomenon known as plasma cracking. This failure mode appears as cracks on the surface of the elastomer, running from the inner diameter to the outer diameter of the exposed o-ring surface. Typically this occurs in areas where the o-ring is overstretched and is exposed to an aggressive plasma gas. This can happen in standard grooves, but often occurs in racetrack grooves where the elastomer goes around tight corners. In these corners, the elastomer may be “locally” stretched more than in the rest of the groove. In these areas, o-ring stretch may be 3% or greater, and can result in cracks that cause leak paths.
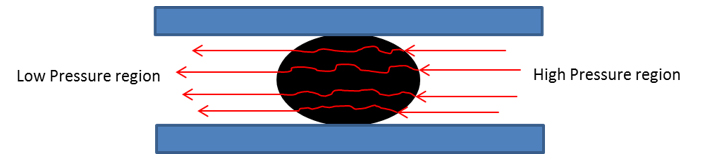
Permeation
Gas permeation through elastomers is another type of issue and is more difficult to evaluate. Permeation is the movement of the outside environment (e.g. air), into a process vacuum chamber, through the elastomer rather than around it via a leak path. Permeation of oxygen through an elastomer seal can negatively affect various plasma processes and the problem may be mistaken for leakage.
In general, fluoroelastomers are more resistant to gas permeation than perfluorinated materials such as PTFE, or Kalrez®. Non-filled elastomers are typically more permeable to gases than filled elastomers. Although filled elastomers reduce gas permeation, they may also generate more particles. Therefore elastomer selection can be a balancing act between a filled product with less permeability, and more potential contaminants, and a non-filled material that is more permeable, but considered cleaner. Unfortunately, permeability can be extremely difficult to measure accurately and test lab results may not accurately represent actual semiconductor process applications.
About the Author

Russ received a Bachelor of Science in Chemical Engineering from Columbia University in New York and MBA from the University of Delaware.




