eagleburgmann
-
October 04, 2022
-
October 27, 2020
What is a split mechanical seal?
Splitex - A split seal by EagleBurgmann A mechanical seal is a device used to contain fluid within a vessel where a rotating shaft passes through housing, or sometimes where housing rotates around a shaft. These vessels are usually pumps, mixers, agitators, grinders, etc. The purpose of a mechanical seal is to allow the shaft to rotate freely without allowing large amounts of fluid to escape.
How is a split mechanical seal different from a component or cartridge seal?
A split seal comes in two separate pieces. Unlike ordinary cartridge mechanical seals, these two pieces can be installed or removed from around the shaft without disassembling the equipment. When joined, the sealing elements are mated to create a proper seal around the shaft.
When should a split mechanical seal be used?
-
November 29, 2019
The challenges facing process industries have changed although they continue to pump fluids, some hazardous or toxic. Safety and reliability are still of prime importance. However, operators increase speeds, pressures, flow rates and even the severity of the fluid characteristics (temperature, concentration, viscosity, etc.) while processing many batch operations. For the operators of petroleum refineries, gas processing facilities and petrochemical and chemical plants, safety means controlling and preventing loss of, or exposure to, the pumped fluids. Reliability means pumps that operate efficiently and economically, with less required maintenance.
A properly designed mechanical seal assures a pump operator of long-lasting, safe and reliable pump performance with a proven technology. Among multiple pieces of rotating equipment and a myriad of components, mechanical seals are proven to perform dependably under most types of operating conditions.
Pumps & Seals—A Good Fit
It is hard to believe that almost 30 years have passed since the mass promotion of sealless pump technology into the process industry. The new technology was promoted as the solution to all the issues and perceived limitations of mechanical seals. Some suggested that this alternative would eliminate the use of mechanical seals entirely.
However, not long after this promotion, end users learned that mechanical seals could meet or exceed legislated leakage and containment requirements. Further, pump manufacturers supported the technology by providing updated seal chambers to replace the old compression packing “stuffing boxes.”
Today’s seal chambers are designed specifically for mechanical seals, allowing for more robust technology in a cartridge platform, providing easier installation and creating an environment that allows the seals to function to their full potential.
Design Advancements
In the mid 1980s, new environmental regulations forced the industry not only to look at containment and emissions, but also at equipment reliability. The average mean time between repair (MTBR) for mechanical seals in a chemical plant was approximately 12 months. Today, the average MTBR is 30 months. Currently, the petroleum industry, subject to some of the most stringent emission levels, has an average MTBR of more than 60 months.
Mechanical seals maintained their reputation by demonstrating the ability to meet and even exceed the requirements of best available control technology (BACT). Further, they did so while remaining an economical and energy efficient technology available to meet emission and environmental regulations.
Computer programs allow seals to be modeled and prototyped prior to manufacturing to confirm how they will handle specific operating conditions before being installed in the field. Seal manufacturing design capabilities and the technology of seal face materials has progressed to the point that they can be developed for a one-to-one fit for a process application.
Today’s computer modeling programs and technology allow the use of 3-D design review, finite element analysis (FEA), computational fluid dynamics (CFD), rigid body analysis and thermal imaging diagnostic programs that were not readily available in the past or were too costly for frequent use with earlier 2-D drafting. These advancements in modeling techniques have added to the design reliability of mechanical seals.
These programs and technologies have led the way to the design of standard cartridge seals with much more robust components. These included the removal of springs and dynamic O-rings from the process fluid and made flexible stator technology the design of choice.
-
September 19, 2019
Consider mechanical seals, gland packed seals, and lip seals.
The drive for operational efficiency, optimization of assets, and adherence to the International Standards Organization (ISO) 14001 Standard for environmental management systems and ISO-50001 standard for energy management systems must always be balanced against the bottom line.
However, it is fair to say in some cases this can lead to short-sightedness when it comes to selecting sealing solutions, with lower cost at point-of-purchase taking precedence over total cost of ownership.
Mechanical seals have been on the market for around 80 years, and while pump design has remained largely unaltered, sealing technology has evolved over time. This has resulted in advances in reliability, operational efficiency, and environmental sustainability.
Traditional sealing options like gland packed seals and lip seals are traditional for a reason. These products are comparatively inexpensive when taking the purchase price into account, and work well in many applications. This article will take a look at the differences between mechanical seals, gland packed seals and lip seals.
Excessive Wear
Leakage, product loss and bearing contamination that leads to premature failure are three common issues with traditional seals.
There is no reason why bearings should not last for their full predicted lifespan, which is typically calculated at roughly 15,250 operational hours. Leakage caused by inefficient sealing is the simple reason why they do not last. With research showing that water contamination of just 0.002 percent—a single drop—in a bearings chamber can reduce bearing life by almost half, it is easy to see why bearing failure is one of the most frequent causes of pump malfunction. The cost of regularly replacing damaged seals and bearings accumulates over time and can escalate if the pump shaft suffers wear damage and must be repaired or replaced.
Another key cost, which is often overlooked, is the number of hours demanded to maintain, repair and replace these components.
-
August 05, 2019
Espey chamber seals have a modular design which means the seals can be composed using standard parts to meet individual application requirements. Espey chamber seals work with a very small operation gap between shaft and seal ring – leading to very low leakage – and are designed for dry-running and compensate radial and axial shaft deflections. Another advantage is that no sealing components which could generate additional shaft vibrations are actually fitted on the shaft. The seal rings
-
July 22, 2019
What is DiamondFace Technology?
DiamondFace is an innovative microcrystalline diamond coating for mechanical seals. It is extremely hard and offers high wear protection, excellent heat conductivity, maximum chemical resistance and low friction. The coating adhesion also exceeds all known practical requirements. This increases the service life of mechanical seals several times over, the maintenance intervals are extended accordingly and the life cycle costs are greatly reduced.
The diamond thin-layer technology was developed in 2007 by EagleBurgmann together with the Fraunhofer Institute for Surface Engineering and Thin Films (IST), the Fraunhofer Institute for Ceramic Technologies and Systems (IKTS), Fraunhofer Institute for Mechanics of Materials (IWM), the Condias GmbH, and the Forschungszentrum Jülich. EagleBurgmann has established DiamondFace for mechanical seals as a series-produced product - the very first on the market.
The technology behind it is a microcrystalline diamond layer up to 15 μm thick which is applied to the seal face under vacuum at temperatures of 2,000 °C (3,632 °F) by chemical vapor deposition (CVD). The properties of this diamond layer are where you benefit. Primarily from its extreme hardness and robustness.
Increased Service Life of Mechanical Seals
Mechanical seals are a factor that has a decisive effect on the cost-effectiveness of your operation because their wear determines the productivity of the entire system, whether it is a pump, agitator or compressor. What causes damage to the seal faces? One reason is dry running which is often unavoidable due to insufficient lubrication or when gas-lubricated seal faces get in contact. The resulting temperature rise causes the seal to wear. And ultimately results in system downtimes.EagleBurgmann has solved this problem which directly affects the success of your plant. Thanks to DiamondFace, the service life of mechanical seals is increased several times over, the maintenance intervals are extended accordingly and the life cycle costs are greatly reduced. The advantages for the operator are clear:
-
July 08, 2019
Mechanical Seals & API 682 4th Edition
A sealing system, consisting of a mechanical seal and an associated supply system that is balanced by individual applications, is the utmost guarantee for a reliable sealing point and uninterrupted pump service. The performance of the seal is greatly influenced by the environment around the seal faces, making the provision of suitable, clean fluids as well as a moderate temperature an essential topic.
-
June 10, 2019
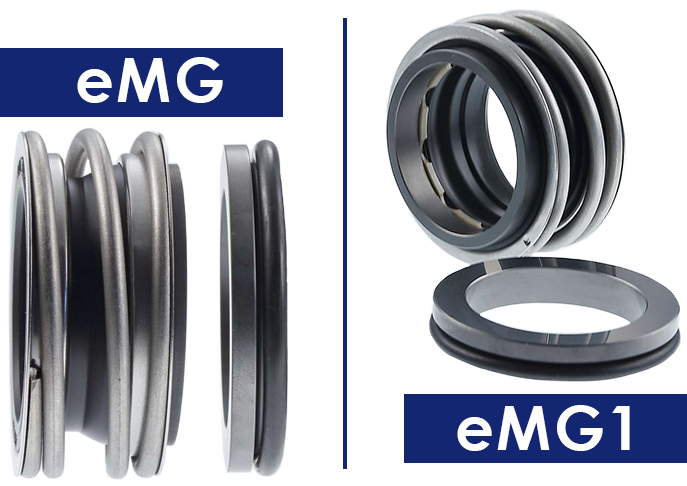
Innovation in Detail: eMG and eMG1
With the latest generation of pump seals, eMG1 and eMG, EagleBurgmann has launched
-
May 23, 2019
Mechanical sealing conserves water, improves energy efficiency, and minimizes environmental impact
The environmental performance of products and processes in all industrial sectors increasingly is cause for critical inspection, with sustainability, conservation of natural resources, and reduced environmental contamination concerns influencing equipment design and selection.
Many industrial processes can be addressed to improve sustainability and minimize environmental impact, while at the same time maintaining or reducing operating costs. Implementing energy-efficient and environmentally friendly processes and technologies should be embraced as a priority at the component, process, and system levels.
One aspect of these processes is mission-critical rotating equipment, and specifically centrifugal pumps, which represent a significant proportion of the equipment found in industrial operations. One vital component of a centrifugal pump is the seal around the rotating shaft that passes through a stationary pressure casing or housing. The seal contains the liquid or gas from escaping to the environment.
Sealing systems help maintain acceptable pump efficiency, reliability, energy consumption, water usage, and emissions control. These factors can materially facilitate achieving total-life cycle cost-reduction and sustainability objectives. Sealing performance can be improved for centrifugal pump applications by upgrading from traditional compression packing to mechanical seal technology.
When sealing a centrifugal pump, the objective is to allow the rotating shaft to enter the wet area of the pump without large volumes of pressurized fluid escaping. The pump discharge pressure forces the fluid back behind the impeller, where it is induced to exit by way of the rotating drive shaft. To minimize leakage, a seal is needed between the shaft and pump housing to contain the pressure of the process being pumped and withstand friction caused by shaft rotation.
Compression packing is the traditional means to seal centrifugal pumps, going back more than 100 years. Also referred to as gland packing, it is a braided, rope-like, and lubricated material packed around the shaft in rings, physically stuffing the gap between the shaft and the pump housing, within a stuffing box.
Water leakage and consumption
For compression packing to work, some leakage must be maintained to lubricate and cool the packing material. Therefore, packing rings allow for an adjustable, close-clearance leak path parallel to the shaft axis. As the packing is used, however, some of the lubricant that is embedded into the packing is lost, reducing the packing ring’s volume. The pressure squeezing the rings together is also reduced, increasing leakage.
Periodic adjustment of the packing follower brings the pressure back into specification and controls the excess leakage. In today’s world, however, this maintenance is not always being done at required intervals or adjusted correctly. As the number of centrifugal pumps incorporating the use of compression packing decreases, training for and understanding of packing maintenance has waned.
Consequently, under-tightening and over-tightening of packing rings is a prevalent and growing misapplication of centrifugal pump maintenance, with critical consequences to both water consumption and energy draw.
Under-tightening results in too much leakage. Already, when properly adjusted, packing leakage can amount to gallons of liquid leaked per minute. This can be either aqueous solutions comprised of varied benign or caustic chemical compositions, or particles in suspension or slurry, depending on the process.
The heavier the suspension or slurry content in the pumped liquid, the more water is needed to get packing to work reliably. Typically, a clean external flush is piped into the stuffing box through a lantern ring, which keeps the packing lubricated and cool while flushing abrasives and chemicals.
Normally, some portion of the leakage is released continually into the atmosphere. Under-tightening of the packing rings and use of external flushes increase this atmospheric release proportionately, along with environmental impact potential.
-
May 22, 2019
Mechanical Seal SHVI and Plan 66A for Unmanned Pump Station of an Oil Pipeline
A well-known Canadian operator of an oil pipeline commissioned EagleBurgmann to develop a sealing solution for crude oil pumps. The requirement: It needed to be a single seal that was just as safe as a double seal with buffer pressure system. In addition, the sealing solution was not to be designed for only one pump type but should be installed in various pumps of one station.





{kind=link}
{kind=link}
{kind=link}
{kind=link}