While seals with huge diameters certainly grant their own significant levels of intricacy, here we’ll look at the other end of the spectrum: the micro-sized seals.
We won’t just look at a simple seal ring, but an inherently more complicated and geometrically detailed spring energized seal. As we’ll see, very small diameters make multiple manufacturing aspects more involved and challenging.
The Client’s Issue
A sealing solution in a customer's epoxy dispensing equipment. They needed an effective seal for the reciprocating rod responsible for the flow-control and metering of the epoxy while being dispensed.
Operating Conditions:
- Reciprocating Rod Seal
- Epoxy Dispensing Head
- Rod Diameter: 1.2mm [0.047”]
- Stroke Length: 6mm [0.236”]
- Cycle Rate: 15 per min
- Media: Epoxy
- Operating Pressure: 1,500 PSI
- Temperature: 70° to 150°F
In general terms, most viscous media sealing solutions have three things in common:
- A variant of UHMW for the seal jacket,
- heavy spring loading, and
- multiple point contacts with increased interference.
In most cases, multiple nested V-Springs are incorporated to provide optimal load and energize the compound contact points on the seal. With this formula, we’ve had great success sealing media like epoxy, urethane, silicones and acrylics.
The heavy loading is necessary to effectively wipe the reciprocating rod. This is balanced with the correct material and design geometry to provide long wear life of the seal, which has the potential to be compromised under such loading.
The challenge in this case was to incorporate these same proven principles in a micro-sized seal.
The Eclipse Solution
The size limitations wouldn’t allow the typical viscous media design elements to be employed, and therefore different methods would need to be used to accomplish the same tasks.
Starting with the spring, it was easily apparent that cantilever V-Spring wouldn’t be an option. At this pin-like diameter, the tabs of even zero series spring would be overlapping on the inner diameter once the spring was wrapped into a circle.
A way to avoid this would be to have a specialty die made to stamp and form the V-Spring. The inner diameter tabs could then be tapered to avoid overlapping. But at the modest quantities the customer was requesting for the seals, the very expensive die tooling would not make financial sense.
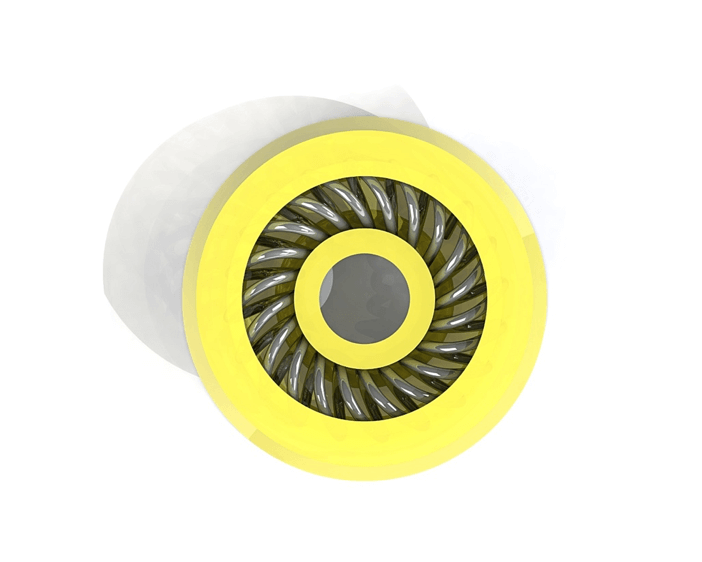
A canted coil spring would need to be used. Canted coil would not have the same problem as V-Spring — it could be welded to the right diameter without issue.
But at this size, cutting and welding would be easier said than done.
With a spring cut length of only about 0.300 inches, delicate handling and precision attention to detail would be necessary.
In early 2019, Eclipse made a key investment in a new piece of equipment designed to aid in spring operations such as this: a laser welder. Equipped with a built-in microscope, welding becomes the very simple operation of lining up the weld location with the scope crosshairs and pressing a foot pedal.
The precision power and duration control of the laser strength allows minuscule welds to be placed with exacting accuracy.
Turning to the design of the seal jacket, Eclipse was again challenged with inherent difficulties manufacturing a seal at this minute diameter. The seal inner diameter would not allow the machining of a typical seal contour, it is simply too small to fit any kind of profiling tool inside. The inner diameter would have to be drilled straight through.
While this sounds like a straightforward procedure, it presents some major problems with the seal design. With no way to make clearance for the heel, or solid portion of the seal, shaft interference would have to be carefully controlled. Too much interference would make the shaft very difficult to install, while too little would not provide adequate media scraping and reduced service life.
But because the inner diameter needed to be drilled, the dimension would be dictated by the size of the drill bit. However, due to the nature of the seal material, the resulting hole size could either shrink or grow after cutting.
The EU040: Premium Grade UHMW, would provide long wear life and very effective scraping of the viscous media. But a drilled hole in UHMW would most definitely not match the size of the drill bit.
Without the ability to design in multiple sealing points on the jacket combined with nested V-Springs, Eclipse needed to maximize the scraping potential of the canted coil spring. This was accomplished by cutting back the inner diameter sealing lip to therefore locate the primary contact point directly below the most focused part of the spring load.
With the spring and seal jacket complete, assembling the two components would be the last step of production. Canted coil springs are typically very easy to install in seal jackets. Most of the time, larger spring series at reasonable diameters are simply installed by hand.
But a spring this small, going into a relatively high durometer UHMW jacket, would not be able to be hand-installed without risk of damage or incorrect orientation. Eclipse has a well-established solution to these scenarios.
With the aid of a custom machined tool set, spring installation becomes a straightforward procedure. The set includes three pieces: a cone shape for the inner diameter, a funnel shape for the outer diameter of the seal, and a pusher tool. The spring is fully guided and compressed into its correct orientation as it is pushed into the seal groove.
How It Performed
Sealing epoxy and other very thick and viscous media presents unique challenges in the sealing world.
Unfortunately, with the very small diameter the customer was requesting in this case, the typical design elements couldn’t be incorporated. However, alternate ways to achieve the same goals were discovered while overcoming the innate manufacturing challenges that were posed.
The solution proved to effectively scrape the heavy epoxy media, successfully containing it from entering parts of the dispensing head that could cause functionality problems.
The design also proved to be wear-resistant enough that the service intervals of the equipment did not need to be shortened.
The customer was very satisfied with the overall sealing performance and after years of successful employment in the field, Eclipse has a well-known and substantiated design standard for future products.
The original article was written by Cliff at Eclipse Engineering.
Gallagher Fluid Seals is a partner of Eclipse Engineering. For more information about products, or for more information about spring energized seals, contact us today.