 While O-Rings are an incredibly useful sealing application, they are not infallible. When they fail, it’s usually because of the combined adverse effects of several environmental factors.
While O-Rings are an incredibly useful sealing application, they are not infallible. When they fail, it’s usually because of the combined adverse effects of several environmental factors.
The most common causes of O-Ring failures include:
- Improper gland design, allowing for too much or too little compression, not enough for seal expansion and tolerance stack-up.
- Incorrect O-Ring size.
- Incompatibility of O-Ring elastomer and environmental elements.
- Improper O-Ring installation.
- Inadequate O-Ring lubrication.
The combination of stresses on the O-Ring can be complex and difficult to evaluate. Therefore, it is crucial that both the O-Ring compound and size be tested in the real environment of its service. Below you’ll find three examples of the types of O-Ring failure that can occur, what causes the failure and how to identify and correct it.
- Compression Set
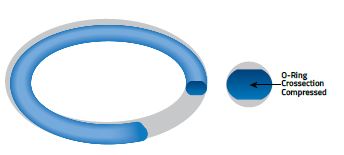 This is probably the most common cause of O-Ring failure. An affective O-Ring seal requires a continuous “seal line” between sealed surfaces. The establishment of the seal line is a function of gland design and seal cross-section which determines the correct amount of squeeze (compression) on the O-Ring to maintain seal integrity without excessive deformation of the seal element.
This is probably the most common cause of O-Ring failure. An affective O-Ring seal requires a continuous “seal line” between sealed surfaces. The establishment of the seal line is a function of gland design and seal cross-section which determines the correct amount of squeeze (compression) on the O-Ring to maintain seal integrity without excessive deformation of the seal element.
An example of O-Ring compression set in simplistic terms: the O-Ring loses its O shape and is permanently deformed into a flat-sided oval, the flat sides of which were the original seal interface under compression before failure.
In general, compression set is caused by one or more of these conditions:
- Selection of O-Ring materials with inherently poor compression set properties.
- Improper gland design.
- Excessive temperature development, causing the O-Ring to harden and lose its elastic properties. (High temperatures may be caused by system fluids, external environmental factors or frictional heat build-up.)
- Volume swell of the O-Ring due to system fluid.
- Excessive squeeze due to over-tightening of adjustable glands.
- Incomplete curing (vulcanization) of O-Ring material during production.
- Introduction of fluid incompatible with O-Ring material.
Suggested solutions to compression set are:
- Using “low-set” O-Ring material whenever possible.
- Selecting O-Ring materials compatible with intended service conditions.
- Reducing system operating temperature.
- Checking frictional heat build-up at seal interface and reducing if excessive.
- Inspecting incoming O-Ring shipments for correct physical properties.
- Extrusion and Nibbling
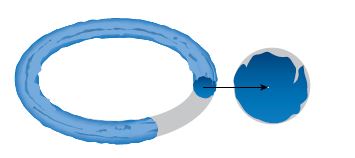 Extrusion and nibbling of the O-Ring is a primary cause of seal failure in dynamic applications such as hydraulic rod and piston seals. From time to time, this form of failure may be found in static applications subject to high pressure pulsing which causes the clearance gap of the mating fringes to open and close, trapping the O-Ring between the mating surfaces.
Extrusion and nibbling of the O-Ring is a primary cause of seal failure in dynamic applications such as hydraulic rod and piston seals. From time to time, this form of failure may be found in static applications subject to high pressure pulsing which causes the clearance gap of the mating fringes to open and close, trapping the O-Ring between the mating surfaces.
An example of O-Ring extrusion is when the edges of the ring on the low pressure or downstream side of the gland exhibit a chewed or chipped appearance. An O-Ring that has failed due to nibbling may have the appearance of pieces having been removed from the low pressure side. In some forms of extrusion, more than half of the O-Ring may be destroyed before catastrophic leakage is observed.
In general, extrusion and nibbling are caused by one or more of these conditions:
- Excessive clearances.
- High pressure in excess of system design and high pressure excursions.
- O-Ring material that is too soft.
- Degradation – swelling, softening, shrinking, cracking, etc. – of O-Ring material by system fluid
- Irregular clearance gaps caused by electricity.
- Increase in clearance gaps due to excessive system pressure.
- Improper machining of O-Ring gland (sharp edges).
- Improper size (too large) O-ring installed, causing excessive filling of groove.
Solutions to these causes include:
- Decreasing clearance by reducing machining tolerances.
- Using back-up devices.
- Checking O-Ring material compatibility with system fluid.
- Increasing rigidity of metal components.
- Replacing the O-Ring with one made of harder material.
- Breaking sharp edges on the gland to a minimum radius of 0.005 inches.
- Insuring the installation of proper sized O-Rings.
- Using an alternative seal shape. For example, in some long-strike piston or rod applications, the Parker T-Seal, with its built-in back-up rings, may prevent extrusion and spiral failure.
- Abrasion
Another common O-Ring failure is abrasion, typically found in 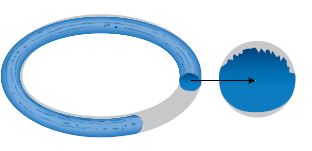 dynamic seals subject to reciprocating, oscillating or rotary motion.
dynamic seals subject to reciprocating, oscillating or rotary motion.
In general, abrasion of O-Ring seals has one or more of these causes:
- Improper finish of the surface in dynamic contact with the O-Ring. This surface finish may be too rough, acting as an abrasive, or too smooth, causing inadequate lubrication due to inability of surface to hold lubricant.
- System fluid not providing proper lubrication.
- Excessive temperatures.
- Contamination of system fluid by abrasive particles.
Solutions to problems caused by abrasion include:
- Using proper surface finish.
- Using proper system fluid to provide adequate lubrication.
- Using internally lubricated O-Rings to reduce friction and wear.
- Checking for contamination of fluid, eliminating its source and installing filters.
- Switching to an O-Ring material with better abrasion resistance.
For more information on O-Ring failure, download our O-Ring design guide.