
Seal Design with Perfluoroelastomer Seals

There are other subtleties of FFKM seals that must be considered. For example, manufacturers often have numerous FFKM products to choose from. Each product formulation is optimized for specific chemicals and/or application temperatures. Proper material selection is critical for optimum performance. When switching from a lower performing elastomer to an FFKM seal in existing equipment, or for new seal designs, it is critical to verify the design with knowledgeable engineers to assure the best results.
Cost-Benefit Analysis
In industry today, there is always the need to drive down costs. As process systems become more demanding, the equipment and seal requirements become more stringent. Unfortunately purchasing may not fully appreciate and understand all the nuances related to material selection. Their primary consideration may simply be to drive down costs on parts such as elastomeric seals. In this case, perfluoroelastomers will almost always be the most expensive material of choice. So it is imperative to run a cost-benefit analysis in order to choose the correct elastomer seal for an application.
As an example, a plant may decide to use a fluoroelastomer seal, at a cost of $2, over a perfluoroelastomer seal at $20 each. The material selection may be influenced and guided by the purchasing department, which has the task of reducing expenditures. However, many other factors must be considered in material selection. These include: maintenance cost to replace the seal, lost production due to downtime while the seal is replaced, and environmental and safety considerations if there is product leakage. Taking these considerations into account, even a small increase in performance for an FFKM seal may more justify the increase in part cost compared to an FKM seal. Close communication between plant engineering and purchasing is necessary to ensure that a cost-benefit analysis is used for elastomer seal purchases, as well as other equipment purchases.
This chart illustrates the issues that must be considered when evaluating the total cost involved in seal purchase and application. 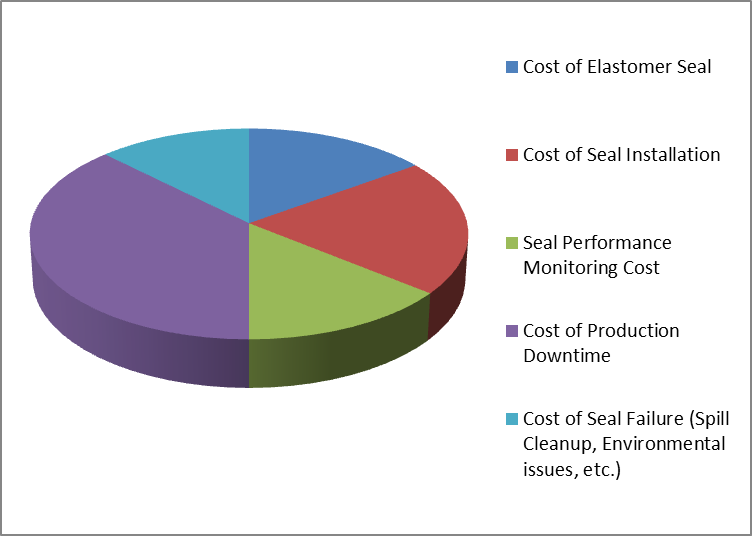
A comment often heard during material discussions is, “I can’t use a perfluoroelastomer seal because it is too expensive.” The more enlightened comment should be, “Can I afford not to use a perfluoroelastomer seal in this application?”
About the Author

Russ received a Bachelor of Science in Chemical Engineering from Columbia University in New York and MBA from the University of Delaware.