epdm
- August 29, 2023
Gallagher Fluid Seals is a Parker Distributor is proud to be proud to be one of the few premier distributors to qualify as a “Parker Seal Technology Center (STC)”.
Article re-posted with permission from Parker Hannifin Sealing & Shielding Team.
Original content can be found on Parker’s Website and was written by Nathan Wells, application engineer, Engineered Polymer Systems Division.
Heavy duty equipment moves industry forward in all climates, from the sunny Caribbean to icy Greenland. Effective, reliable sealing is what allows hydraulic systems in heavy duty equipment to do work, no matter the temperature. Reliable sealing solutions allow cylinders on dump trucks
- May 15, 2020
Article re-posted with permission from Parker Hannifin Sealing & Shielding Team.
Original content can be found on Parker’s website and was written by Dan Ewing, senior chemical engineer, Parker Hannifin O-Ring & Engineered Seals Division.
In the rush to massively increase the number of medical ventilators available to treat patients with severe cases of Covid-19, using the correct seal materials for those ventilators should never take a back seat to expediency.
Medical ventilators are mechanical devices that essentially breathe for a patient with damaged lungs. They force air into the lungs and draw it out, augmenting or even replacing the natural functions provided by the movement of the diaphragm and the inflation/deflation of the lungs themselves. These devices can supply room air, pure oxygen, or nearly any ratio of the two to the patient, depending on health needs.
What makes a good seal selection in this environment?
First, seals within the device must be compatible with air and pure oxygen. They should not harden or crack, nor should they contain a significant amount of volatile matter that can evaporate out of the seal where it could be inhaled by the patient or potentially catch fire in a concentrated oxygen environment. Further, it should be assumed that any air that contacts the seals will likely end up in the patient’s lungs. As a result, it's strongly recommended using seal materials that have passed USP <87> Class VI testing for any seals used in a medical ventilator.
Parker O-Ring & Engineered Seals Division has already helped several customers ramp up production of critical medical equipment with supplying the right materials and O-rings for the application.
These application requirements limit the recommended compounds to only a small handful.
Recommended compounds suitable for use in ventilators
- May 04, 2020
EPR vs EPDM - How do they differ?
What’s the difference between EPR and EPDM? What do the different abbreviations (EPR, EPM, EPDM, EPT, etc.) mean? These questions pop up from time to time in the seal industry, and here are basic answers to these questions.
In the range of ethylene-propylene (EP) rubber there are two lightly different branches: EPR (EP copolymer) and EPDM (EP terpolymer.) The differences are subtle, and a basic knowledge of polymers and rubber compounding is necessary to grasp the differences.
First of all, polymers (derived from the Greek for “many units”) are long chemical chains that can be thought of as behaving like long pieces of cooked spaghetti. Each chain is made of one or more monomers (Greek “single unit”) linked together end-to-end.
- April 09, 2020
EPDM is an M-Class synthetic rubber and is one of the most popular and versatile rubber compounds available. The main properties of EPDM are its outstanding heat, ozone, and weather resistance. EPDM rubber has excellent electrical insulating properties and it has good resistance to steam, ketones, ordinary diluted acids, and alkalies.
During the manufacturing process of EPDM sheet rubber, the compound can be cured with either peroxide or sulfur. The choice of curing method is determined by the end-uses and applications which the compound will service.
Depending upon which curing method is chosen, there will be differences in the final properties and characteristics of the cured compound. Knowing these differences can be an important factor in selecting the right EPDM gasket material for servicing your specific application.
EPDM Sheet and Gaskets: Peroxide Curing
EPDM compounds cured with peroxide possess a superior chemical and thermal resistance compared to
- January 02, 2020
Article re-posted with permission from Parker Hannifin Sealing & Shielding Team.
Original content can be found on Parker’s Website and was written by Dr. Stefan Reichle, Market Unit Manager, Engineered Materials Group Europe.
Wherever drinking water is obtained from any of its sources, pumped and processed, materials with low extraction levels and without any harmful ingredients are required. Sealing compounds for use in drinking water and heating applications are subject to diverse approval regulations. These regulations serve to assure the safety
- September 12, 2019
When it comes to food, Freudenberg wants to be sure that its sealing materials are free of harmful substances.
In the food processing industry, in order to guarantee food safety, both the food and the hardware that come into contact with it must meet particularly stringent criteria. These guidelines also apply to sealing materials.
In China, specific standards were created in 2016 with the two standards GB 4806 and GB 9685, which deviate from the existing relevant American and European regulations for food-grade materials. To meet the stringent Chinese regulations, FST has now successfully tested two proven VMQ materials: 70 VMQ 117055 and 60 VMQ 117117 for their conformity with Chinese guidelines.
The Chinese standard GB 9685
- June 27, 2019
Freudenberg Sealing Technologies introduced several new material and sealing innovations at the 2019 International Paris Air Show.
These new products are designed to help aerospace customers address ever increasing safety and performance requirements in the industry.
During the June 17-23 event in Paris, Freudenberg showcased a new high temperature, fireproof material; an Omegat OMS-CS cap seal; and new ethylene propylene diene monomer (EPDM) and a fluoroelastomer (FKM) developmental material.
“Our aerospace customers strive continuously to be faster, safer and more efficient, which in turn requires us to innovate to help them reach those goals – a challenge we enthusiastically embrace,” said Vinay Nilkanth, vice president, Global Mobility Sector, Freudenberg Sealing Technologies. “The launch of several new products aimed at improved performance underscores Freudenberg’s commitment to being a global
- June 13, 2019
Article re-posted with permission from Parker Hannifin Sealing & Shielding Team.
Original content can be found on Parker’s Website and was written by Dorothy Kern, applications engineering manager for the Parker O-Ring & Engineered Seals Division.
Perhaps you know Parker’s newest EPDM material is EM163-80. Featuring breakthrough low temperature functionality, resistance to all commercially available phosphate ester fluids, and the ability to be made into custom shapes, extrusions, and spliced geometries, EM163-80 represents the best-in-class material for applications needing to seal
- April 18, 2019
The popularity of multi-flavor drink dispensers, those touch screen wonders that offer dozens of beverage and flavor options to consumers, has grown during the past decade. Manufacturers are installing these complex machines in venues and locations throughout the world.
Elastomers and flavor transfer
But what’s great for an individual customer – a cherry-ginger-lime cream soda, for example – can play havoc with the elastomer seals inside the machine. Add in hygienic cleaning requirements and proper food contact certifications and equipment manufacturers can find themselves spending months chasing challenges like flavor transfer, leaks and material compliance approvals.
Freudenberg-NOK Sealing Technologies, a leading specialist in advanced sealing applications, has a portfolio of solutions to resolve these issues. The company, which runs the business operations for Freudenberg
- January 31, 2019
Elastomer Technology in Mechanical Seals
Evaluate properties of rubber during installation and seal life.
Elastomers (or rubbers) are a ubiquitous family of materials whose use stretches across nearly the entire range of mechanical seal designs. From plant-sourced natural rubber, so named by John Priestly in 1770 for its utility in rubbing away pencil graphite, to petroleum-sourced synthetic rubber first developed around the turn of the 20th century, the "elastomer" and their properties are familiar but should not be overlooked—especially when dealing with mechanical seals.
How Elastomers Work in Mechanical Seals
Rubber seals come in a variety of profiles—O-rings, cup gaskets, bellows diaphragms, sealing/wiper lips and many others. They are classified as either static or dynamic and create positive pressure
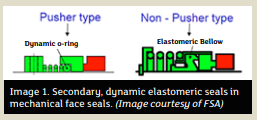
against surfaces to eliminate or control the leakage of liquids and/or gases while preventing the entrance of external contaminants such as dust and dirt. Static sealing occurs between adjacent surfaces with no relative motion, such as between the pump casing and cover. Due to frictional wear and heat generation, dynamic sealing is less straightforward, occurring between adjacent surfaces that are continuously or intermittently moving relative to another, such as between the pump casing and shaft.In mechanical face seals, elastomers tend to take second chair because the primary seal—the dynamic seal between the housing and rotating shaft—is achieved by sliding contact between the pair of stiffer, lapped-flat sealing faces, one stationary in the housing and one rotating with the shaft. In many designs, rubber provides the secondary seal between each seal face and adjacent surface. One seal face is fixed and sealed statically using an O-ring or cup gasket. The other is spring-loaded and requires a semi-dynamic seal to accommodate some axial play, such as a dynamic O-ring in pusher-type mechanical face seals or elastomeric bellows in nonpusher ones. These semi-dynamic applications (involving flexing and sliding of the elastomer) can be critical for maintaining proper contact between the faces through face wear, shaft movement, etc.
Although the seal face pair tends to be the most critical design feature, mechanical face seals are often used in the most demanding applications.
Rubber technology features prominently in radial lip seals, where typical applications have lower pressurevelocity (PV) values relative to those involving mechanical face seals. Still, the flexible elastomer lip must handle considerable relative motion in the form of shaft/bore rotation, reciprocation or a combination of both. In addition to standard designs and sizes, numerous customizations and proprietary approaches exist. The simplest designs rely on a single rubber lip’s inherent resiliency, although common enhancements include multiple sealing lips, a circumferential garter spring installed in a groove over the sealing lip to maintain contact with the shaft, and an auxiliary wiper lip or “excluder” to prevent abrasive dust or debris from compromising the primary sealing surface. For improving service life and performance in rotary applications, unidirectional or bidirectional hydrodynamic pumping aids can be added in the form of custom-shaped extrusions on the backside of the sealing lip to return leaked fluid to the sealing interface, increase lip lubrication and lower operating temperatures.
Benefits of Rubber
The definition of an elastomer provides initial insight into where rubber gets its resilient sealing quality: “a macromolecular material which, in the vulcanized state and at room temperature, can be stretched repeatedly to at least twice its original length and which, upon release of the stress, will immediately return to approximately its original length.”
When the rubber is squeezed by the adjacent surfaces of the clearance gap to be sealed, it has the characteristic
properties of malleably deforming and taking the shape of each surface in response to the stress and applying a force back against the surfaces in its attempt to return to its original dimensions. Elastomers consist of large molecules called polymers (from the Greek “poly” meaning “many” and “meros” meaning “parts”), which are long chains of the same or different repeating units, called monomers, usually linked together by carbon-carbon bonds (the
most notable exception being silicone elastomers, which are linked by silicon-oxygen bonds). Soft and hard plastics are also composed of polymers. However, the regularity of the monomers in their polymer chains allows neighboring segments to align and form crystals, making the macromolecular plastic material rigid and inelastic.One can prevent this crystallization by breaking up the regularity of the polymer chain, resulting usually in a viscous “gum” that is readily shaped into molds. At the molecular level, the polymer chains are similar to spaghetti-like strands flowing past each other.
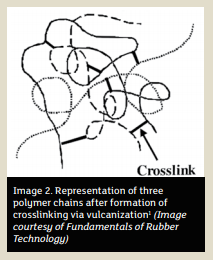
During the process of vulcanization, or curing, the viscous liquid is heated with sulfur or peroxides and other vulcanizing agents, and crosslinks form between polymer chains, tying them together with chemical bonds, converting the gum into an elastic, thermoset solid rubber that retains its shape after moderate deformation.
In addition to the selection and preparation of base polymer(s) and cure system ingredients, formulating the final rubber product, also known as compounding, involves five other broad categories of ingredients, which have percentage compositions expressed in parts per hundred rubber (phr). Fillers include various powders that thicken the polymer mixture, improve strength and resistance to abrasives, and reduce final cost. Plasticizers are oils and other liquid hydrocarbons that lower viscosity to ease processing, soften the final compound and in some cases improve low temperature performance. Process aids are specialized chemicals added in low concentrations to improve mixing, flow properties and final appearance.
Antidegradants protect the rubber from environmental attack. Finally, various miscellaneous ingredients may be added for special purposes, including foaming agents, dyes, fungicides, flame
retardants, abrasives, lubricants and electrically conductive particles. A simplified description of processing these ingredients includes mixing via tangential or intermeshing mixers, forming into desired shapes and vulcanizing into the final product.
{kind=link}
{kind=link}