NEW! Elastomer Failure Modes - Part 2
Failure Modes of Elastomers in the Semiconductor Industry

To deal with elastomer sealing problems that occur in the semiconductor industry, root cause failure analysis is critical to solving issues and preventing them from reoccurring. This type of analysis should be carried out as a joint effort between the end user and the seal supplier/manufacturer. Although it is important to find the solution as quickly as possible, the seal manufacturer cannot easily assist in root cause analysis without application details, including application temperatures, pressures, chemical environment and seal design. In addition, the seal manufacturer will need the failed part to properly conduct a root cause analysis.
The following sections detail common issues that occur with seals in the semiconductor industry. Examples are often given for o-rings, but are also applicable to other seal shapes.
Loss of Sealing Force
O-ring compression for perfluoroelastomer vacuum seals is typically in the range of 18-22%. The reason for this is the low differential sealing pressure and often high temperatures in the processes. If the initial o-ring compression is 22%, the relative compression on the o-ring, due to thermal expansion will be close to 30% at 300°C. At compression levels above approximately 30%, perfluoroelastomers may crack or split due to high internal stresses. Hence the initial elastomer compression must take into account the application conditions.
When an elastomer seal is initially installed, sealing force is at a maximum. In a compressed state, an o-ring will lose its sealing force with time; it will not return to its original shape when removed from a compressed state. This inability to completely recover to a round (or other original shape), is considered compression set. If the o-ring doesn’t recover at all to its original shape after compression, it is considered 100% compression set and the sealing force will be zero.
There are many factors that can accelerate loss of sealing force. Temperature cycling will decrease an o-ring’s sealing force due to the continual expansion and contraction of the o-ring. Cycling causes the polymer chains to relax and eventually sealing force becomes too low to maintain a seal. It may seem that one option is to simply increase the initial compression on the elastomer to a very high level. This will create a higher initial sealing force, but if the compression is too high, the elastomer may fail prematurely due to splitting.
Extrusion
Extrusion can be caused in three ways. First, the system pressure can be so high that it forces the elastomer too far into the sealing gap and therefore damages the elastomer. This may occur when the sealing pressure differential is 1000 psi or more. However, this is not the case in semiconductor equipment where the pressure differential is typically 1 atmosphere or less. Therefore when extrusion occurs in the semiconductor industry it is often the result of an elastomer expanding and overfilling the groove. The expansion
may be due to thermal expansion (plasma or thermal processes) or chemical swell (wet process). When the elastomer volume completely fills the groove space, it then will squeeze out the sealing gap, even if that gap is extremely small.
A very common scenario occurs when a groove is designed for a fluoroelastomer, and the seal is replaced by a perfluoroelastomer due to an increase in process temperature. Since a perfluoroelastomer may have a coefficient of thermal expansion that is 50% greater than the fluoroelastomer, the groove is overfilled during operation and extrusion occurs. To solve this issue, the groove volume has to be increased or the elastomer volume decreased. This problem can be especially difficult to correct for o-rings in dovetail grooves. If the o-ring cross section is reduced to avoid overfilling the groove at temperature, the o-ring may not have sufficient compression to create a seal at room temperature. Attempting to design specialty elastomer shapes to fit in dovetail grooves and seal properly can be extremely difficult, or impossible. The best approach is to properly design grooves to handle all types of elastomers at the highest current or future process temperatures.
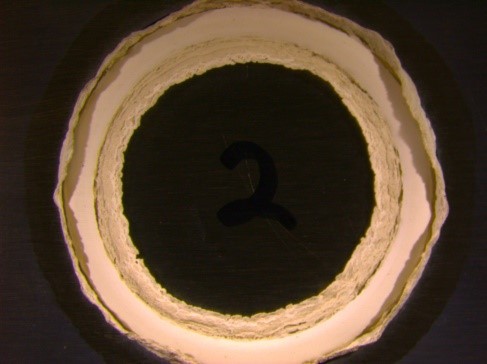
The following pictures show an o-ring that has extruded at the inner diameter and outer diameter of a standard rectangular groove. The extrusion gap was minimal (< 0.002”), but at a temperature of 302°F, thermal expansion resulted in elastomer overfill of the groove by 9%.

About the Author

Russ received a Bachelor of Science in Chemical Engineering from Columbia University in New York and MBA from the University of Delaware.




