Monthly Archives: April 2017
- April 27, 2017
Seals and molded rubber technical parts are mostly given their form in closed molds. The rubber mixture is heated inside them so that vulcanization and solidification can take place. After a very precisely defined heating time, the degree of cross-linking reaches its maximum level. Then the mold can be opened and the component removed.
There are many different molding processes. The most important of them – and the ones most frequently used at Freudenberg Sealing Technologies (FST) – are listed here.
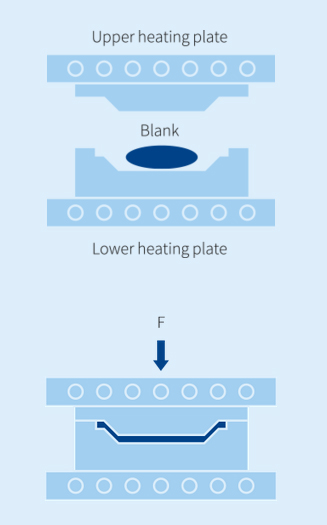
Compression Molding
Compression molding is one of the oldest ways to manufacture technical elastomer components. First, a blank is manufactured that is large enough to fill out the form of the component being produced. It is inserted into the component mold in the tool (tool cavity). The component is given its form by closing the tool in the press. Due to the heat of the heating plate in the press, high pressure builds up inside the tool due to thermal expansion, and the vulcanization process is initiated. - April 25, 2017
Gallagher recently released our Introduction to Perfluoroelastomers White Paper, available for download on our site. This was written by Russell Schnell, a current contracted employee of Gallagher Fluid Seals, and more importantly, a former Senior Application Engineer with the Kalrez® perfluoroelastomer parts business at DuPont. The following is the third and final excerpt from the White Paper, discussing seal design and a cost-benefit analysis of using perfluoroelastomer seals.
Seal Design with Perfluoroelastomer Seals
Care must be taken when designing and using seals made of perfluoroelastomers. These elastomers typically have a higher coefficient of thermal expansion when compared to other elastomers; plus, they are often used at higher temperatures. If the seal gland design is not correct, seal extrusion will occur, resulting in seal failure. For example, a fluoroelastomer seal is scheduled for replacement with a perfluoroelastomer seal, due to high application temperatures. Shortly after this substitution, the FFKM seal fails due to extrusion. The probable cause is that the seal gland volume was too small to accommodate the thermal expansion of the high performance perfluoroelastomers, a factor that many of today’s seal design handbooks do not adequately take into account. - April 20, 2017
Article re-posted with permission from Parker Hannifin Sealing & Shielding Team. Original content can be found on Parker’s Blog.
This video provides instructions on how to properly install and uninstall a Parker TechSeal's hollow O-ring. Although appearing simple, the installation process of a hollow O-ring requires a proper method in order to prevent overstretching the seal.
[embed]https://www.youtube.com/watch?v=pCMwwuyfrso[/embed]
The best way to install a hollow O-ring is to start at one point and work your way around the groove, pushing the seal into the groove. Once the seal is installed, lightly slide your finger around the seal to make sure that the seal is positioned and aligned correctly. Replacement is also fast and simple; gently pull the old seal out of the groove and install
- April 18, 2017
The Engineered Polymer Systems Division of Parker Hannifin Corporation, the global leader in motion and control technologies, has launched a new material, Resilon® 4350 Polyurethane, delivering unmatched high temperature seal performance and reliability for a wide range of applications. This new material extends the high temperature sealing range of polyurethanes by over 20°F.
Parker’s Resilon Polyurethane is the established industry leader in high performance hydraulic sealing systems. This newest addition, Resilon 4350, increases the high temperature operating window from 230°F to 250°F for continuous use in many applications while other critical performance attributes such as wear resistance, extrusion resistance, glass transition temperature, and rebound remain best in class. All of this adds up to a new solution for seal designers as they push the envelope in temperature extremes.
- April 13, 2017
This article is the third of a three-part series, focusing on common fluid power products, along with a description of the sealing systems that are typically used in those products. Part 1 and Part 2 on our blog, or you can download the entire Fluid Power Application White Paper by clicking on the image below.
Piston Type Accumulator
In a fluid power system, piston-type accumulators are used to store pressurized fluid for use when additional fluid volume is required. As shown in Figure 9, a wide floating piston separates a compressible gas from a liquid. In this example, pressurized gas is located on the cavity side of the piston. A floating piston also allows for pressure fluctuation in the system. - April 11, 2017
Parker Prädifa offers a large number of combined pneumatic seals and wipers for the open groove of the EU system. By installing the right type of seal, a wide range of applications can be covered with just one cylinder. Another advantage - thanks to the open groove, the seals are very easy to install and remove.
For various application conditions
The available materials range from NBR, HNBR to FKM and TPU through to PA-based materials:- If extreme resistances, dry-running properties or stick-slip-free operation are required, PTFE compounds or UHMW PE will be used.
- Further materials can be provided at the customer’s request.
- The wide range of available solutions can cover temperatures from -200°C to 260°C at a maximum speed of 1m/s.
- Modified wiper geometries are available to provide protection against ambient influences. Without additional expense to the customer, they prevent ingress of liquids or fluids, viscous media or slight deposits into the cylinder.
- For anti-torsion piston rods with two flat sides, special seals are available.
- In case of harsh conditions, the use of split versions is recommended. This means that the material can be optimally adapted to the function of the seal and the wiper lip.
- April 06, 2017
Freudenberg Sealing Technologies has more than 1,500 elastomer mixtures, each created to suit a variety of different operating parameters. But where does the raw material for your Silicone, Fluoro, or Perfluoroelastomer seal come from, and how does it start the process of becoming a seal?
Elastomers are multi-component systems that are composed of up to 15 different raw materials. Given their very different weight proportions and an extremely wide range of textures, the individual raw materials must be mixed together homogeneously. While rubber is delivered in ball or chip form and is only capable of flowing at the processing temperature, softeners are generally present in the form of flowable oils. The goal of mixing is to distribute all the required raw materials evenly within the polymer matrix and to break up agglomerates to allow the optimal bonding of the filler particles to the polymer. For the most part, the variety of different components cannot be incorporated in a single work step. This is particularly true for mixtures that contain fine soots or natural rubber as their polymer base.
- April 04, 2017
Gallagher recently released our Introduction to Perfluoroelastomers White Paper, available for download on our site. This was written by Russell Schnell, a current contracted employee of Gallagher Fluid Seals, and more importantly, a former Senior Application Engineer with the Kalrez® perfluoroelastomer parts business at DuPont. The following is the second excerpt from the White Paper, discussing the common industries in which perfluoroelastomer seals are used, and why.
Common Industries in Which Perfluoroelastomer Seals are Used and Why
In general, perfluoroelastomers are the most expensive elastomer seals specified in the marketplace; however they also provide the highest performance sealing service. As with any product, the selection of these products should be the result of a cost-benefit analysis.Oil Processing Industry
One of the earliest uses of perfluoroelastomer seals was in the oil industry (down-hole). Seals used in down-hole oil applications required resistance to high temperatures and aggressive chemicals. Sour oil and gas, resulting from H2S, often caused swift degradation of fluoroelastomer seals. The ability of perfluoroelastomer seals to resist H2S was a major reason for their selection and use. Over time, as wells became deeper and deeper, the application temperatures increased. As a result, in addition to aggressive chemicals, better high temperature resistance was needed and FFKM seals provided that benefit. Finally, seals used in these applications must have an “acceptable” service life. Oil wells are expected to last for many years and a seal failure, especially during initial exploration results in lost time and great expense when down-hole equipment must be retrieved to repair a seal. So the important points for this industry are resistance to aggressive chemicals, high temperatures, and reduced chance of seal failure which can result in tremendous expense.
{kind=link}
{kind=link}
{kind=link}
{kind=link}