Elastomers
- May 12, 2026
The Future of Seals: Identifying and Communicating Levels of Wear
Seals do their jobs tirelessly, usually behind the scenes. Until now, machines mostly had to be dismantled to check the condition of these parts. That’s expected to change: At Freudenberg Sealing Technologies, a cross-disciplinary team is testing seals that identify and communicate their level of wear. They are based on a novel material that functions as a sensor.
It’s time for maintenance at a beverage bottling facility.
- March 16, 2026
Wettablility of the Sealing Lip
The optimum function of rotary shaft seals depends on many factors. One of them is the "wettability" of the sealing lip. This parameter plays a particularly important role with synthetic lubricants such as polyglycol. If wetting is too low, not only does wear on the sealing lip increase, but the contact with the rotating shaft can also damage the shaft itself. The engineers at Freudenberg Sealing Technologies (FST) and Freudenberg Technology
- February 19, 2026
Thermoplastics and Rubber: Understanding Which Material Fits the Job
- September 18, 2025
Understanding Extrusion Gap in High-Pressure Sealing Applications
One of the most common questions in sealing technology is: How much pressure can a particular seal handle? The answer depends on several factors, but the principal limiting factor in any seal system’s pressure capacity is the extrusion gap, often referred to as the “E-Gap.”
This
- September 11, 2025
When it comes to sealing solutions, choosing the right O-ring is critical, and one of the most important factors to consider is shore hardness. But what exactly does this term mean for your project?
Shore hardness refers to the measurement of how hard or soft the material of an O-ring is. It directly impacts how well the O-ring can withstand pressure, resist deformation, and
- July 21, 2025
Elastomer Technology in Mechanical Seals
Evaluate properties of rubber during installation and seal life.
Elastomers (or rubbers) are a ubiquitous family of materials whose use stretches across nearly the entire range of mechanical seal designs. From plant-sourced natural rubber, so named by John Priestly in 1770 for its utility in rubbing away pencil graphite, to petroleum-sourced synthetic rubber first developed around the turn of the 20th century, the "elastomer" and their properties are familiar but should not be overlooked—especially when dealing with mechanical seals.
How Elastomers Work in Mechanical Seals
Rubber seals come in a variety of profiles—O-rings, cup gaskets, bellows diaphragms, sealing/wiper lips and many others. They are classified as either static or dynamic and create positive pressure against surfaces to eliminate or control the leakage of liquids and/or gases while preventing the entrance of external contaminants such as dust and dirt. Static sealing occurs between adjacent surfaces with no relative motion, such as between the pump casing and cover. Due to frictional wear and heat generation, dynamic sealing is less straightforward, occurring between adjacent surfaces that are continuously or intermittently moving relative to another, such as between the pump casing and shaft.
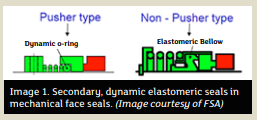
In mechanical face seals, elastomers tend to take second chair because the primary seal—the dynamic seal between the housing and rotating shaft—is achieved by sliding contact between the pair of stiffer, lapped-flat sealing faces, one stationary in the housing and one rotating with the shaft. In many designs, rubber provides the secondary seal between each seal face and adjacent surface. One seal face is fixed and sealed statically using an O-ring or cup gasket. The other is spring-loaded and requires a semi-dynamic seal to accommodate some axial play, such as a dynamic O-ring in pusher-type mechanical face seals or elastomeric bellows in nonpusher ones. These semi-dynamic applications (involving flexing and sliding of the elastomer) can be critical for maintaining proper contact between the faces through face wear, shaft movement, etc.
Common Applications
Although the seal face pair tends to be the most critical design feature, mechanical face seals are often used in the most demanding applications.
Rubber technology features prominently in radial lip seals, where typical applications have lower pressurevelocity (PV) values relative to those involving mechanical face seals. Still, the flexible elastomer lip must handle considerable relative motion in the form of shaft/bore rotation, reciprocation or a combination of both. In addition to standard designs and sizes, numerous customizations and proprietary approaches exist. The simplest designs rely on a single rubber lip’s inherent resiliency, although common enhancements include multiple sealing lips, a circumferential garter spring installed in a groove over the sealing lip to maintain contact with the shaft, and an auxiliary wiper lip or “excluder” to prevent abrasive dust or debris from compromising the primary sealing surface. For improving service life and performance in rotary applications, unidirectional or bidirectional hydrodynamic pumping aids can be added in the form of custom-shaped extrusions on the backside of the sealing lip to return leaked fluid to the sealing interface, increase lip lubrication and lower operating temperatures.
Benefits of Rubber
The definition of an elastomer provides initial insight into where rubber gets its resilient sealing quality: “a macromolecular material which, in the vulcanized state and at room temperature, can be stretched repeatedly to at least twice its original length and which, upon release of the stress, will immediately return to approximately its original length.”
When the rubber is squeezed by the adjacent surfaces of the clearance gap to be sealed, it has the characteristic
properties of malleably deforming and taking the shape of each surface in response to the stress and applying a force back against the surfaces in its attempt to return to its original dimensions. Elastomers consist of large molecules called polymers (from the Greek “poly” meaning “many” and “meros” meaning “parts”), which are long chains of the same or different repeating units, called monomers, usually linked together by carbon-carbon bonds (the
most notable exception being silicone elastomers, which are linked by silicon-oxygen bonds). Soft and hard plastics are also composed of polymers. However, the regularity of the monomers in their polymer chains allows neighboring segments to align and form crystals, making the macromolecular plastic material rigid and inelastic.One can prevent this crystallization by breaking up the regularity of the polymer chain, resulting usually in a viscous “gum” that is readily shaped into molds. At the molecular level, the polymer chains are similar to spaghetti-like strands flowing past each other.
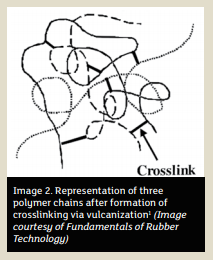
During the process of vulcanization, or curing, the viscous liquid is heated with sulfur or peroxides and other vulcanizing agents, and crosslinks form between polymer chains, tying them together with chemical bonds, converting the gum into an elastic, thermoset solid rubber that retains its shape after moderate deformation.
In addition to the selection and preparation of base polymer(s) and cure system ingredients, formulating the final rubber product, also known as compounding, involves five other broad categories of ingredients, which have percentage compositions expressed in parts per hundred rubber (phr). Fillers include various powders that thicken the polymer mixture, improve strength and resistance to abrasives, and reduce final cost. Plasticizers are oils and other liquid hydrocarbons that lower viscosity to ease processing, soften the final compound and in some cases improve low temperature performance. Process aids are specialized chemicals added in low concentrations to improve mixing, flow properties and final appearance.
Antidegradants protect the rubber from environmental attack. Finally, various miscellaneous ingredients may be added for special purposes, including foaming agents, dyes, fungicides, flame
retardants, abrasives, lubricants and electrically conductive particles. A simplified description of processing these ingredients includes mixing via tangential or intermeshing mixers, forming into desired shapes and vulcanizing into the final product. - April 29, 2025
Gallagher Fluid Seals is a Parker Distributor is proud to be proud to be one of the few premier distributors to qualify as a “Parker Seal Technology Center (STC)”.
What does a good seal engineering drawing look like?
You just spent 6 months testing, stretching, aging and exposing your new seal design to 12 different chemicals. Finally, you are done. So what does a good technical drawing for a seal include? For most companies, the drawing is simple. For an O-ring,
- March 28, 2025
Conductive Seals from Parker Hannifin
When unprotected electrical currents flow through the bearings, the currents can cause issues such as arcing, pitting, fluting, and frosting, damaging the bearings and degrading the reliability and longevity of your motor. These stray currents lead to issues such as noise, vibration, higher temperatures, and ultimately, premature failure. Traditional solutions include shaft grounding blocks, carbon fiber grounding rings, and ceramic insulated bearings.
- February 04, 2025
New UL-Approved 80 Duro FKM for Fuels, Oils, and LP Gas
Precision Associates is a partner of Gallagher Fluid Seals and supplies a variety of seals and gaskets to GFS and our customers.
They are a manufacturer of standard and custom rubber seals, including O-Rings, X-Rings, Multiseals®, U-Cups, V-Rings, 8-Rings, Hard Rubber Back-up Rings, Rubber Balls, Masking Plugs, and Machined Plastics. They have over 1,000 compounds in 20 polymers, including FDA and Medical grades. On-site Mold Shop
- January 15, 2025
Parker Compounds Pass Rapid Gas Decompression Testing
Parker Hannifin is pleased to announce the successful completion of Rapid Gas Decompression (RGD) testing for advanced sealing materials in both 100% Hydrogen (H₂) and 100% Carbon Dioxide (CO₂) environments. Conducted in accordance with the ISO 23936-2 industry standard for RGD, this testing demonstrates the exceptional performance and reliability of Parker compounds under high-pressure gaseous conditions.
Compounds VG109, VX365,





{kind=link}
{kind=link}