PTFE
- April 16, 2026
The Perfect Wave: The Gerromatic Rotary Seal
Gear motors, pumps and stirring units keep process material in constant motion in the process industry’s production facilities. A large number of shaft seals are used at drive shafts to keep liquids securely within the equipment. But leaks may be more likely to occur if the pressure acting on the seals becomes too great. Freudenberg Sealing Technologies has developed a new rotary seal, the Gerromatic, which has a wave-shaped sealing lip. This increases the maximum amount of pressure that can be applied. The sinusoidal contact path also reduces friction and provides self-cleaning, which extends operating life.
In the process industry, including the food and beverage sector, shaft seals used in equipment mostly have a rotation-symmetrical seal lip, which abuts the rotating shaft with a groove-like contact pattern. During wet-running, this can cause the medium to be displaced at the contact surface. The seal then runs in a more or less dry condition, leading to increased friction and higher temperatures. The increased friction increases wear and reduces the efficiency of the equipment. The accompanying rise in temperature is not desirable, especially when the process media are temperature-sensitive. If the seal lip is also exposed to high temperatures at high rotational speeds – for example, due to a process material that applies pressure to the seal lip in a vessel with a stirring unit below it – the lip can fold down on the low-pressure side, which would result in immediate leakage and the seal’s failure.
- March 05, 2026
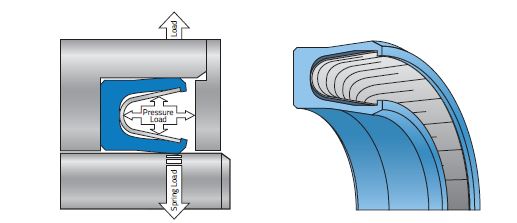
What Really Matters in Manufacturing Cased Metal Lip Seals and Spring-Energized PTFE Seals
High-performance sealing solutions are rarely defined by geometry alone. In demanding environments with high pressure, extreme temperatures, aggressive media, or tight leakage requirements the success of a seal is determined just as much by how it is manufactured as by how it is designed. This is especially true for canned metal lip seals and spring-energized PTFE seals,
- August 25, 2025
PTFE use in Motorsports
Polytetrafluoroethylene (PTFE) has an interesting history and has been used in a number of ways over the years. There is, of course, the best-known PTFE brand Teflon® – the miracle cookware coating. But PTFE is also used in aerospace and computer wiring, and it’s even coated the fiberglass dome of the Hubert H. Humphrey Metrodome in Minneapolis. But the Metrodome isn’t the only sports-related application
- July 03, 2025
Gallagher Fluid Seals Expands Machining Capabilities to Better Serve a Growing Market
At Gallagher Fluid Seals, we’ve built our reputation over the past 70 years by engineering high-performance sealing solutions that meet the evolving demands of today’s industrial markets. From servicing top-tier OEMs and MROs to supporting distributors across the U.S. and Europe, our mission has remained constant: deliver quality seals, on time, and at a competitive price.
- July 01, 2025
What is a Spring Energized PTFE Seal?
Spring energized PTFE seals perform reliably in a variety of applications where conventional elastomeric seals may fail.
PTFE
- February 12, 2025
Below, we’ll explore how Teflon is processed for sealing purposes, and why we sometimes see variation in surface quality and/or cracks in finished Teflon seals.
- October 15, 2024
Investigating Compression Packing Failures
Over-tightening, excessive speed and improper installation can cause a system to falter.
In many respects, troubleshooting and failure analysis of compression packing materials is similar to the investigation of a crime scene. A good investigator knows how to gather clues from many different sources and put them together to understand what has happened. A good troubleshooter uses the same information gathering method, familiarizing themselves
- July 23, 2024
PTFE Spring Energized Seal Provides Low Friction Performance in Food Product Dispenser
The Food and Beverage industry presents some unique challenges in the sealing world. FDA compliance and Clean-In-Place requirements can complicate seal design and potentially limit material selection. With these additional considerations, Food Industry seals often still must operate under the same strenuous conditions and performance specifics as many industrial or aerospace applications.
Things like
- July 02, 2024
Gallagher Fluid Seals is a Parker Distributor and is proud to be one of the few premier distributors to qualify as a “Parker Seal Technology Center (STC)”.
Reduce Maintenance Costs When Sealing Dry Running Equipment
Pneumatic tools are common in factories, tool shops, and DIY garages around the world. Using compressed air for power is convenient, simple, and — when maintained properly — safe and efficient. However, air treatment costs can add up fast. Traditional
- April 30, 2024
PTFE Rotary Seal Shaft Considerations
Today, we’re going to take a closer look at PTFE rotary seal





{kind=link}