Ⓒ Stefan Bausewein " width="400" height="200"> Ⓒ Stefan Bausewein
Lightweight design has recently become a much more significant trend in the auto industry. Even with small components like seals, a great deal of weight can be saved. From Freudenberg’s standpoint, several forward-looking issues come together in these approaches.
In his office, Dr. Ted Duclos, the CTO of Freudenberg Sealing Technologies, is holding up a palm-sized plastic ring. “I know that it seems very small and insignificant,” he said. “But components like this quickly add up to several kilograms of weight in an engine.” And weight is one of the factors getting special attention from the auto industry – for a range of very different reasons.
Duclos has just returned from the Lightweight Summit in Würzburg, an international gathering of more than 300 experts from industry and research. Specialized lectures, discussion panels and presentations focus on lightweight design in the auto industry and especially in electric mobility. “Lightweight design is a trend,” Duclos said. In the design of classic internal combustion engines because low weight reduces emissions. And for the future of the electric car because reduced weight increases the vehicle’s range. Or to put it another way, lightweight design is one of several trends that are now logically tied to one another.
Polytetrafluoroethylene (PTFE) is commonly known as a coating for pans under the DuPont trade name Teflon™. It is also superbly suited as a sealant and is superior to many materials in specific ways. For example, it can be used at low and high temperatures and in combination with gasoline, solvents, water and other polar media such as lyes, standard lubricants and brake fluid. PTFE’s chemical resistance is nearly universal.
History
In 1938, while working for DuPont, American chemist Roy Plunkett was looking for a substitute for the fluorohydrocarbon Freon, which his employer was only allowed to sell to General Motors’ Frigidaire division for patent-related reasons. For his research, he had obtained a supply of tetrafluoroethylene (TFE), which was used as refrigerator coolant. He stored it in small pressurized gas cylinders at low temperatures. When he was ready to use the gas after a fairly long storage period, none was left in the container. But its weight was unchanged. After it was opened, there were white crumbs inside and the inner walls of the container were covered with a thin layer. Plunkett quickly realized that the TFE gas had been polymerized into a plastic. This new plastic, PTFE, proved to be completely resistant to chemical exposure. Not even aqua regia¹ could harm it in any way. But its production was so costly that practical uses seemed inconceivable.
Anyone who has ever enjoyed a fruit tea out of a mug that previously contained coffee knows the problem: taste transfer. It is an undesirable phenomenon during product changeovers in the food industry.
With Fluoroprene XP, a line of premium seal materials, Freudenberg has brought out an all-purpose weapon to handle steam sterilization, aggressive media used for cleaning in place (CIP) and sterilization in place (SIP), and high-fat concentrations. Until now, production processes in the food industry, in particular, have required the use of an extremely wide range of material options. Depending on the fat, flavor or acid concentrations in the food, and the specifications of the CIP/SIP processes and steam sterilization, seals made from EPDM, VMQ or FKM are used.
Thanks to their high elasticity and their very good resistance to wear and abrasion, elastomers made of rubber are generally superbly suited to seals. But they also have disadvantages: Due to their limited Shore hardness (a maximum of 90 SH A), they are not suited to applications at all levels of pressure. Dynamic applications are only achievable with the use of lubricants. Freudenberg Sealing Technologies polyurethane materials offer an alternative in cases where rubber elastomers cannot be used or where highly specialized elastomers are out of the question for cost-related reasons.
History
Dr. Otto Bayer" width="200" height="227"> Dr. Otto Bayer
In 1937, a research group at I.G. Farben led by Dr. Otto Bayer (1902–1982) produced polyurethane (PU) synthetically for the first time, and the material made its triumphant march around the world. The industrial production of PU began in 1940. The first foam material based on PU was developed between 1952 and 1954. Many additional developments based on PU followed over the course of decades. As early as 1960, the production of PU foam material came to 45,000 tons. Global demand has greatly increased since then. At present, more than 12 million tons are processed annually. Today it is difficult to imagine our everyday lives without polyurethanes. They are actually one of the most multifaceted categories of plastic. We encounter them as soft polyester foams, as thermal insulating materials, in the soles of our shoes and in the steering wheels of our cars. Polyurethanes above all owe their wide distribution to two special attributes: They can be produced by mixing liquid feed materials. This can even be done in small processing operations. And since innumerable feed materials are available, it is possible to manufacture made-to-order materials in consistencies ranging from soft to hard or from foamed to compact, for a broad range of applications.
Seals and molded rubber technical parts are mostly given their form in closed molds. The rubber mixture is heated inside them so that vulcanization and solidification can take place. After a very precisely defined heating time, the degree of cross-linking reaches its maximum level. Then the mold can be opened and the component removed.
There are many different molding processes. The most important of them – and the ones most frequently used at Freudenberg Sealing Technologies (FST) – are listed here.
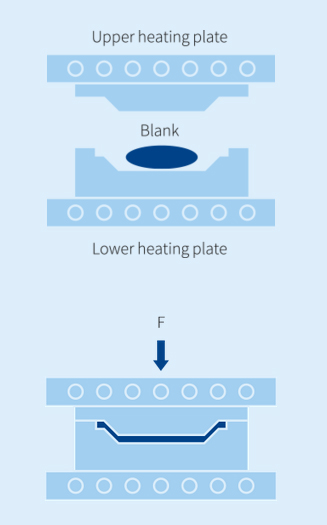
Compression Molding Compression molding is one of the oldest ways to manufacture technical elastomer components. First, a blank is manufactured that is large enough to fill out the form of the component being produced. It is inserted into the component mold in the tool (tool cavity). The component is given its form by closing the tool in the press. Due to the heat of the heating plate in the press, high pressure builds up inside the tool due to thermal expansion, and the vulcanization process is initiated.
Freudenberg Sealing Technologies has more than 1,500 elastomer mixtures, each created to suit a variety of different operating parameters. But where does the raw material for your Silicone, Fluoro, or Perfluoroelastomer seal come from, and how does it start the process of becoming a seal?
Elastomers are multi-component systems that are composed of up to 15 different raw materials. Given their very different weight proportions and an extremely wide range of textures, the individual raw materials must be mixed together homogeneously. While rubber is delivered in ball or chip form and is only capable of flowing at the processing temperature, softeners are generally present in the form of flowable oils. The goal of mixing is to distribute all the required raw materials evenly within the polymer matrix and to break up agglomerates to allow the optimal bonding of the filler particles to the polymer. For the most part, the variety of different components cannot be incorporated in a single work step. This is particularly true for mixtures that contain fine soots or natural rubber as their polymer base.
The spectrum of elastomers range from very simple forms, like the natural rubber already in use in the 19th century, to modern, high performance elastomers from the second half of the 20th century. They are continually being improved.
This blog article is the second in a two-part series discussing the many different elastomer materials available today, as discussed in Freudenberg's The World of Freudenberg Sealing Technologies. The first post discussed Natural Rubber (NR), Nitrile Rubber (NBR), and Hydrogenated Nitrile Rubber (HNBR).
Polyacrylate Rubber (ACM) ACM elastomers are made of polar acrylic acids. As polar materials, they display good resistance to high-additive lubricating oils. Due to its saturated¹ main chain, the material exhibits good resistance to ozone, weather and heated air. Petroleum-based oils and fluids (for engines, transmissions and automatic transmissions) cannot harm them. But the material offers only moderate strength and low elasticity while displaying limited cold behavior.
The spectrum of elastomers range from very simple forms, like the natural rubber already in use in the 19th century, to modern, high performance elastomers from the second half of the 20th century. They are continually being improved.
This blog article will be the first in a two-part series discussing the many different elastomer materials available today, as discussed in Freudenberg's The World of Freudenberg Sealing Technologies.
Natural Rubber (NR)
In its original form, latex is greasy and sticky. Natural rubber is an elastic polymer, built on isoprene as its monomer. To make it usable technically, the long polyisoprene chains of natural rubber are cross-linked with one another through vulcanization – which involves the addition of sulfur under pressure and heat.
In the process, sulfur atoms insert themselves between the double bonds of adjacent chain molecules – the majority of the double bonds are maintained. The result is a three-dimensional molecule network whose parts can only shift against one another within certain limits.
Gallagher Fluid Seals is a longtime distributor of Freudenberg Sealing Technologies, a market and technology leader in many sectors - including mobile machinery for the agriculture and forestry, construction and mining industries. Decades of experience in manufacturing, the art of materials, and continuous innovations flow into Freudenberg's unique product portfolio.





{kind=link}