parker hannifin
-
June 13, 2019
Article re-posted with permission from Parker Hannifin Sealing & Shielding Team.
Original content can be found on Parker’s Website and was written by Dorothy Kern, applications engineering manager for the Parker
-
April 23, 2019
Article re-posted with permission from Parker Hannifin Sealing & Shielding Team.
Original content can be found on Parker’s Website.
Oil & Gas Sealing Solutions with a Low Temperature FFKM
Technology advancements and new-to-world discoveries are constantly creating a new series of challenges for seal materials in the Oil and Gas industry. In today’s environments, seals are being pushed to perform in temperature, pressure and chemical extremes never before thought to be obtainable with rubber products. Application pressures exceeding 20,000 psi, service temperatures ranging from -40°F to upwards of 500°F, and exposure to some of the most aggressive media on the planet are placing immense amounts of stress on sealing elements. Parker’s FF400-80 compound has been formulated to provide a solution to all of these sealing challenges.
FF400-80 Compound - FFKM Product Features
- Temperature range: -40° to 527°F
- Best-in-Class low-temperature FFKM
- Excellent compression set resistance
- RGD resistant per ISO 23936-2 and TOTAL GS EP PVV 142
- Sour service H2S resistant per ISO 23936-2
- Maintained resilience at high pressures and low temperatures
- Great for use in HTHP applications
Sounds great, but what's the catch?
-
April 01, 2019
Article re-posted with permission from Parker Hannifin Life Sciences Division.
Original content can be found on Parker’s Website.
RFID Tags and Medical Devices
Preventable Medical Errors Prompts U.S. FDA's UDI Rule
The influential 1999 report To Err is Human (National Academy of Sciences, Institute of Medicine) reported that preventable medical errors caused at least 44,000 and perhaps as many as 98,000 deaths each year, with total costs of between $17 and $29 billon. One response to that and other reports was the U.S. Food and Drug Administration’s Medication Barcode Rule of 2004, which built on the existing National Drug Code (NDC) — a universal product identifier for drugs. In turn, the FDA Amendment Act of 2007 directed the FDA to create a Unique Device Identifier (UDI) system for most medical devices distributed in the United States.
Automatic Identification and Data Capture Technologies for Medical Devices and Instruments
The FDA UDI Final Rule states: “ Automatic identification and data capture (AIDC) technology means any technology that conveys the UDI or the device identifier of a device in a form that can be entered into an electronic patient record or other computer system via an automated process.” AIDC (aka auto-ID) for medical devices may employ — at least in theory — any automatic data capture technology, including bar codes, radio frequency identification (RFID), magnetic stripe cards, optical character recognition (OCR), smart cards, etc. But from a practical design and user application point-of-view, most medical device designers are looking to either RFID tags or bar code technology.
Barcode Labels vs. RFID Tags
- RFID systems can have their reading distances “tuned” over a broad range through tag selection, tag antenna size and configuration, choice of tag reader/reader power, and Parker Chomerics RF shielding technologies.
- Barcode readers must have direct line of sight; RFID readers do not.
- Barcodes require either a specific orientation to their reader or a larger reader that is omnidirectional; RFID tags can be read in virtually any orientation.
- Barcode readers read one label at a time; RFID readers can read hundreds or thousands of tags at once.
- RFID tags can contain much more information than is practical on a most barcodes.
- RFID tags can be written-to (and/or locked and encrypted) at their point of use. For example, the number of autoclave cycles a device has endured could be recorded on both its tag and a database: data collection and its use become real-time.
So, what are the unique advantages of built-in RFID tags for medical devices?
-
February 11, 2019
Case Study: Self-Lubricated Polyisoprene for Medical Septum Applications
The project
Develop a system that reduces the needle drag and piercing resistance of the septum and injection site materials to increase product performance.
The solution
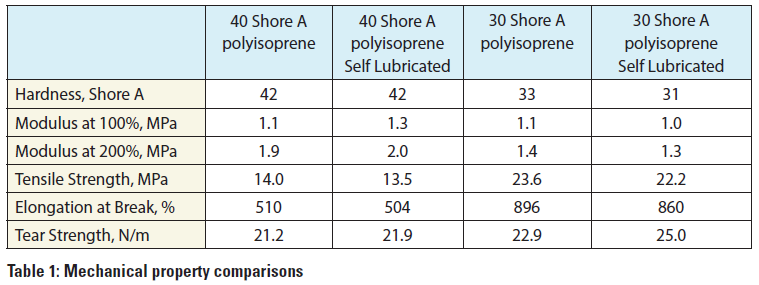
Chemists developed a family of self-lubricated polyisoprene materials that have been manufactured with a proprietary lubricant system and show a minimal reduction of physical and mechanical properties.
By Saman Nanayakkara and Shu Peng
Due to its availability as an ISO 10993 medical grade compound, polyisoprene rubber, which has a unique set of combined mechanical and chemical properties, has been widely used in medical device applications. The material is ideal for septums and injection sites for medical fluid transfer applications. Medical grade polyisoprene compounds have high tear strength and high elastic resilience. These characteristics can provide the desired resealability properties of the septum or injection site after piercing one or more times with a needle.
Medical device manufacturers have long sought a reduction in needle drag or piercing resistance of septum and injection site materials to increase product performance. Post molding surface treatment to modify coefficient of friction is the conventional approach taken to reduce tackiness for improved part handling. This process, however, is a surface treatment for reducing surface friction and does not effectively reduce needle drag, which is caused largely by friction within the septum and injection site materials. Furthermore, this secondary surface treatment adds additional cost to the component.
-
October 02, 2018
Article re-posted with permission from Parker Hannifin Sealing & Shielding Team.
Original content can be found on Parker’s Blog.
Semiconductor FFKM Offers Low Particle Generation AND Extreme Etch Resistance
In the world of semiconductor manufacturing, performance requirements are driving circuit sizes smaller and smaller, causing increased sensitivity to wafer defects. In parallel, the number of manufacturing steps has also increased driving a need for improved tool utilization and leaving more opportunity for these defects to be introduced. Identifying and eliminating the sources of defects is a tedious but necessary process to improve wafer yield.
What impact does seal contamination make?
One very distinct source of defects are the seals within a fab’s tool. Plasmas involved in both deposition, etch and cleaning processes utilize aggressive chemistries that put even high-functioning perfluorinated sealing compounds to the test. Much room for improvement has been left in this industry with many seal materials still posing significant threats to defectivity or downtime despite being designed for low particle generation or etch resistance.
How can Parker ULTRA™ change the industry?
Parker’s UltraTM FF302 Perfluorelastomer has proven success in CVD and etch applications, putting this material at the top of its class. Typically, seal materials for semiconductor applications are optimized for low particulation or extreme etch resistance, however, Ultra FF302 provides both attributes in one material. Laboratory testing shows Ultra FF302 has lower erosion in aggressive plasma chemistries even when compared to today’s leading elastomeric materials (Figure 1 below shows comparison erosion levels of various etch resistant perfluoroelastmers after exposure to O2 plasma).
-
May 31, 2018
Article re-posted with permission from Parker Hannifin Sealing & Shielding Team.
Original content can be found on Parker’s Blog.
TetraSeal: An Alternate Sealing Solution When an O-Ring Isn't Working
Our applications engineering team takes more than a few calls each month where the O-ring is leaking, either immediately or after just a short time in service. Once we drill down to the details, we learn the failure mode is an improperly sized groove and O-ring. It isn’t all that uncommon for a groove to be cut in a flange and a novice designer learns the hard way that standard O-rings cannot fit in just any groove geometry. For hardware that has already been machined, frustration ensues as the caller learns the O-ring solution requires tooling. Tooling can have a lead time of at least a month to cut and can cost thousands of dollars. Parker offers a TetraSeal® solution, which often does not require tooling and can be made of many of the same materials used for O-rings.
Benefits of TetraSeals
The TetraSeal is a circular precision-cut seal with a square cross-section. Unlike O-rings which require a unique mold for each material family and size, TetraSeals are extruded, cured and machine cut to the target thickness. Our manufacturing facilities in both Spartanburg, South Carolina and Goshen, Indiana are tooled in a variety of interchangeable extrusion dies, making this type of seal an easily sourced seal solution without the lead time and cost of a custom molded O-ring.
-
January 30, 2018
Article re-posted with permission from Parker Hannifin Sealing & Shielding Team.
Original content can be found on Parker’s Blog.One of the decisions equipment designers need to make when installing O-ring seals in their applications is how much the O-ring will be squeezed by its mating hardware to create an effective seal.
What is O-ring squeeze
Squeeze is a ratio of the amount of deformation applied to the seal expressed as a percentage of the free-state cross-sectional thickness. Deforming the seal cross-section “energizes” the elastomer matrix much like compressing a spring; the inherent elasticity of the rubber material causes it to push back against the mating components. This contact force blocks the passage of liquids, gases and dry powders, preventing them from flowing between the rubber seal and the mating hardware.
The greater the squeeze, the more force is applied against the hardware and the tighter the seal. But that doesn’t necessarily mean that designers should always specify the most squeeze (assuming they knew what that level was or why it was “the most”). There are a number of factors to consider, which include:
-
January 23, 2018
O-Rings continue to be the most widely utilized sealing product. While the ‘Donut’ shaped profile has by and large been kept intact since their inception, continued elastomeric development has pushed o-ring temperature and chemical compatibility to limits unimaginable several decades ago.
Typically, O-Rings fail due to adverse effects of a number of factors, from improper installation and lubrication to incorrect size and design. The collection of videos below will help you minimize installation errors that may lead to failure (be sure to bookmark this page for future reference).
How To Install an O-Ring - Standard Male Gland
[embed]https://youtu.be/QcJBVQvTvhw[/embed]
-
November 16, 2017
[embed]https://www.youtube.com/watch?v=dAG0ymNGaHE[/embed]
Lubrication of O-rings is extremely important. The greatest benefit of using a lubricant is typically obtained during installation.
Using a lubricant is going to decrease the surface friction of the O-ring helping





{kind=link}
{kind=link}