parker
- September 17, 2019
Article re-posted with permission from Parker Hannifin Sealing & Shielding Team.
Original content can be found on Parker’s Website and was written by Nathaniel
- August 15, 2019
Article re-posted with permission from Parker Hannifin Sealing & Shielding Team.
Original content can be found on Parker’s Website and was written
- June 13, 2019
Article re-posted with permission from Parker Hannifin Sealing & Shielding Team.
Original content can be found on Parker’s Website and was written by Dorothy Kern, applications engineering manager for the Parker
- April 23, 2019
Article re-posted with permission from Parker Hannifin Sealing & Shielding Team.
Original content can be found on Parker’s Website.
Oil & Gas Sealing Solutions with a Low Temperature FFKM
Technology advancements and new-to-world discoveries are constantly creating a new series of challenges for seal materials in the Oil and Gas industry. In today’s environments, seals are being pushed to perform in temperature, pressure and chemical extremes never before thought to be obtainable with rubber products. Application pressures exceeding 20,000 psi, service temperatures ranging from -40°F to upwards of 500°F, and exposure to some of the most aggressive media on the planet are placing immense amounts of stress on sealing elements. Parker’s FF400-80 compound has been formulated to provide a solution to all of these sealing challenges.
FF400-80 Compound - FFKM Product Features
- Temperature range: -40° to 527°F
- Best-in-Class low-temperature FFKM
- Excellent compression set resistance
- RGD resistant per ISO 23936-2 and TOTAL GS EP PVV 142
- Sour service H2S resistant per ISO 23936-2
- Maintained resilience at high pressures and low temperatures
- Great for use in HTHP applications
Sounds great, but what's the catch?
- April 01, 2019
Article re-posted with permission from Parker Hannifin Life Sciences Division.
Original content can be found on Parker’s Website.
RFID Tags and Medical Devices
Preventable Medical Errors Prompts U.S. FDA's UDI Rule
The influential 1999 report To Err is Human (National Academy of Sciences, Institute of Medicine) reported that preventable medical errors caused at least 44,000 and perhaps as many as 98,000 deaths each year, with total costs of between $17 and $29 billon. One response to that and other reports was the U.S. Food and Drug Administration’s Medication Barcode Rule of 2004, which built on the existing National Drug Code (NDC) — a universal product identifier for drugs. In turn, the FDA Amendment Act of 2007 directed the FDA to create a Unique Device Identifier (UDI) system for most medical devices distributed in the United States.
Automatic Identification and Data Capture Technologies for Medical Devices and Instruments
The FDA UDI Final Rule states: “ Automatic identification and data capture (AIDC) technology means any technology that conveys the UDI or the device identifier of a device in a form that can be entered into an electronic patient record or other computer system via an automated process.” AIDC (aka auto-ID) for medical devices may employ — at least in theory — any automatic data capture technology, including bar codes, radio frequency identification (RFID), magnetic stripe cards, optical character recognition (OCR), smart cards, etc. But from a practical design and user application point-of-view, most medical device designers are looking to either RFID tags or bar code technology.
Barcode Labels vs. RFID Tags
- RFID systems can have their reading distances “tuned” over a broad range through tag selection, tag antenna size and configuration, choice of tag reader/reader power, and Parker Chomerics RF shielding technologies.
- Barcode readers must have direct line of sight; RFID readers do not.
- Barcodes require either a specific orientation to their reader or a larger reader that is omnidirectional; RFID tags can be read in virtually any orientation.
- Barcode readers read one label at a time; RFID readers can read hundreds or thousands of tags at once.
- RFID tags can contain much more information than is practical on a most barcodes.
- RFID tags can be written-to (and/or locked and encrypted) at their point of use. For example, the number of autoclave cycles a device has endured could be recorded on both its tag and a database: data collection and its use become real-time.
So, what are the unique advantages of built-in RFID tags for medical devices?
- February 12, 2019
Replacing Aging Water Infrastructure With NSF Compliant Materials
There are over 155,000 public water systems in the United States and more than 286 million Americans who rely on community water systems daily. Since most of the infrastructure was built between the early 1900's and 1960 using outdated technology/products and capabilities, nearly everything is approaching the natural end of it's lifespan.
Some estimates put the repairs and replacement of the
- February 11, 2019
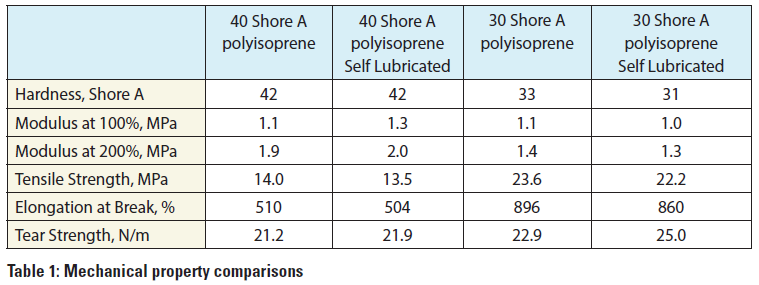
Case Study: Self-Lubricated Polyisoprene for Medical Septum Applications
The project
Develop a system that reduces the needle drag and piercing resistance of the septum and injection site materials to increase product performance.
The solution
Chemists developed a family of self-lubricated polyisoprene materials that have been manufactured with a proprietary lubricant system and show a minimal reduction of physical and mechanical properties.
By Saman Nanayakkara and Shu Peng
Due to its availability as an ISO 10993 medical grade compound, polyisoprene rubber, which has a unique set of combined mechanical and chemical properties, has been widely used in medical device applications. The material is ideal for septums and injection sites for medical fluid transfer applications. Medical grade polyisoprene compounds have high tear strength and high elastic resilience. These characteristics can provide the desired resealability properties of the septum or injection site after piercing one or more times with a needle.
Medical device manufacturers have long sought a reduction in needle drag or piercing resistance of septum and injection site materials to increase product performance. Post molding surface treatment to modify coefficient of friction is the conventional approach taken to reduce tackiness for improved part handling. This process, however, is a surface treatment for reducing surface friction and does not effectively reduce needle drag, which is caused largely by friction within the septum and injection site materials. Furthermore, this secondary surface treatment adds additional cost to the component.
- February 07, 2019
Article re-posted with permission from Parker Hannifin Sealing & Shielding Team.
Original content can be found on Parker’s Blog.
You’ve probably heard a bit about microwave absorbers and how they are used to reduce or absorb the energy that is present in a microwave. But what are they exactly? And how do they work? Go ahead, read on.
What are microwave absorbers?
Simply put, microwave absorbers are special materials, often elastomer or rubber based, which are designed to offer a user-friendly approach to the reduction of unwanted electromagnetic radiation from electronic equipment. They also work well to minimize cavity to cavity cross-coupling, and microwave cavity resonances. When comprised of a silicone elastomer matrix with ferrous filler material, microwave absorbers provide RF absorption performance over a broadband frequency range from 500 MHz to 18 GHz.
- January 17, 2019
Article re-posted with permission from Parker Hannifin Sealing & Shielding Team.
Original content can be found on Parker’s Blog.Contact GFS about battery sealing solutions >>
Sealing can often be a frustrating challenge when dealing with batteries and battery storage solutions. Determining what materials are compatible with certain chemistries or developing a profile that provides optimal sealing under available compression can be a time-consuming task for those outside the sealing industry. A trial and error approach can have a significant overall cost impact through multiple prototype iterations, prolonged testing, and ultimately, delaying product commercialization.
Specialized support
With Gallagher Fluid Seals and Parker Sealing's design and material engineers, we can provide support to your team in the critical, early stages of product development. With hundreds of engineered elastomeric materials to choose from, Parker and GFS can identify and recommend a compound that works with your specific electrolytes or other fluids. With the exceptionally long lifetime requirements of flow batteries, Parker's homogeneous rubber provides the elasticity needed to handle the many charge-discharge cycles the battery will see in its life.
- January 08, 2019
Article re-posted with permission from Parker Hannifin Sealing & Shielding Team.
Original content can be found on Parker’s Blog.
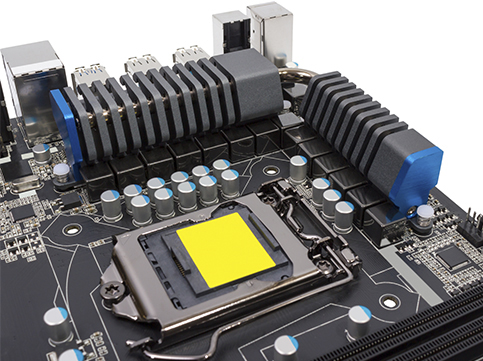
The Difference Between Thermal Conductivity and Thermal Impedance
Thermal Interface Materials (TIMs) are useful for thermal management in electronic components, as they enhance heat transfer from a heat-generating component to a heat dissipater, or heat sink. One important aspect when selecting a TIM for your application is knowing the material’s ability to transfer heat, which is often given by way of thermal conductivity and/or thermal impedance.
Across the industry, manufacturers often publish thermal conductivity in units of Watts / meter-Kelvin as well as thermal impedance in units of °C – inches2 / Watt on their datasheets. So, what is the difference between these two, and how should you consider them when selecting a TIM?
Thermal conductivity is a material property and describes the ability of the given material to conduct heat. Therefore, when a material’s thermal conductivity is high, the material is a better thermal conductor. This property is independent of material size, shape or orientation in a homogeneous material, and because of this, thermal conductivity is an idealized value.
To understand thermal impedance, we must first understand thermal resistance and thermal contact resistance.





{kind=link}
{kind=link}
{kind=link}
{kind=link}