lip seal
-
July 10, 2025
What is a PTFE Rotary Lip Seal?
PTFE resin was discovered in 1938, but it wasn’t until the 1950s that it gained notice as a possible rotary lip seal material. However, PTFE (polytetrafluoroethylene) seals fell out of favor in the 1950s and 1960s, as they were shown to be unreliable performers in a number of applications.
In more recent decades, there has been significant progress in the areas of PTFE lip seal design and material processing.
-
April 30, 2024
PTFE Rotary Seal Shaft Considerations
Today, we’re going to take a closer look at PTFE rotary seal
-
September 19, 2019
Consider mechanical seals, gland packed seals, and lip seals.
The drive for operational efficiency, optimization of assets, and adherence to the International Standards Organization (ISO) 14001 Standard for environmental management systems and ISO-50001 standard for energy management systems must always be balanced against the bottom line.
However, it is fair to say in some cases this can lead to short-sightedness when it comes to selecting sealing solutions, with lower cost at point-of-purchase taking precedence over total cost of ownership.
Mechanical seals have been on the market for around 80 years, and while pump design has remained largely unaltered, sealing technology has evolved over time. This has resulted in advances in reliability, operational efficiency, and environmental sustainability.
Traditional sealing options like gland packed seals and lip seals are traditional for a reason. These products are comparatively inexpensive when taking the purchase price into account, and work well in many applications. This article will take a look at the differences between mechanical seals, gland packed seals and lip seals.
Excessive Wear
Leakage, product loss and bearing contamination that leads to premature failure are three common issues with traditional seals.
There is no reason why bearings should not last for their full predicted lifespan, which is typically calculated at roughly 15,250 operational hours. Leakage caused by inefficient sealing is the simple reason why they do not last. With research showing that water contamination of just 0.002 percent—a single drop—in a bearings chamber can reduce bearing life by almost half, it is easy to see why bearing failure is one of the most frequent causes of pump malfunction. The cost of regularly replacing damaged seals and bearings accumulates over time and can escalate if the pump shaft suffers wear damage and must be repaired or replaced.
Another key cost, which is often overlooked, is the number of hours demanded to maintain, repair and replace these components.
-
February 19, 2019
A patented lip design and the patented combination of PTFE sealing lip and sliding bearing in the lip seal element provide the new dry running seal "SeccoLip" from EagleBurgmann with particularly high flexibility. These technical features help the lip seal compensate directly and safely radial deflections of the shafts in agitators, mixers and reactors.
The sliding bearing tracks
-
April 14, 2016
Today we’ll continue our look at PTFE rotary seals by focusing on three areas: housing/bore considerations, pressure and shaft velocity and shaft misalignment and runout.
Housing/Bore Considerations
Typical PTFE rotary lip seals are pressed into the bore to assure proper OD sealing and seal retention in the housing. Most seal and housings are made from steel and cast iron. Take care when softer materials – aluminum, bronze, plastic – are used for the housing. Aluminum has a thermal expansion rate almost double that of steel. Metal case designs can lose the required press fit in an aluminum housing when they go through thermal cycles due to the higher rate of thermal expansion of aluminum.
A finish range of 32 to 63 μin Ra (0.8 to 1.6 μin Ra) is recommended for service pressures up to 3 psi (0.20 bar). For thicker fluids such as grease, a 125 μin Ra (3.17 μin Ra) finish would be acceptable with no system pressure.
A lead in chamfer is strongly recommended for all seal housings. The chamfer aligns the seal during installation and helps keep the seal from cocking. Both corners of the chamfer should be free of burrs or sharp edges. For pressurized rotary applications, take additional precautions to ensure the seal isn’t pushed from the housing.
-
March 10, 2016
Over the past few weeks, we’ve gone into a lot of detail about how PTFE rotary lip seals work.
Today we’ll offer up a short glossary of some of the terms used when discussing these seals. We'll also break down some of the factors affecting PTFE rotary lip seal design.
-
January 14, 2016
In our last blog post, we talked about some of the benefits and uses of PTFE rotary lip seals.
But how do PTFE rotary seals work? In this post, we’ll try to answer that question in more detail.
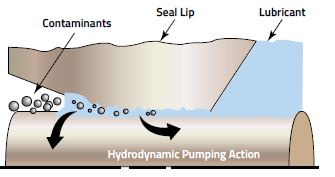
Rotary shaft seals work by squeezing and maintaining lubricant in a slim layer between the lip and the shaft. Sealing is aided by the hydrodynamic action caused by the rotating shaft, which creates a slight pump action.





{kind=link}
{kind=link}
{kind=link}